Bakgassverktøy – komplette løsninger for profesjonell rørsveising
Silisiumbaserte bakgassverktøy for rørsveising, utviklet for egenproduksjon og full tilpasning med din egen logo. Dette er en ny generasjon bakgassverktøy for store rørdimensjoner fra Ø100+, konstruert for profesjonell rotgassfylling og sveising av rustfrie rør (rør).
Hvis du er ny i prosjektet, anbefales det å starte her. Med våre filer kan du produsere dine egne pre-form bakgassverktøy, lage egne merkevarer og fremstå mer profesjonell ute på anlegg.
Pipeweld.ee har utviklet en komplett serie bakgassverktøy for Ø100–500 mm og større. Ved behov kan vi også lage større single-ended inflatable løsninger. Bakgasskivene fungerer både som effektiv blokkeringspropp og som stabil intern tetning for rotgass under TIG-sveising.
Bakgassverktøy, bakgassverktøy double seal og teknisk utstyr for rør
Fordeler med systemet
Detaljert teknisk tegning av hoved-bakgassverktøyet, utviklet for stabil bakgass og presis tetning under sveising av rør.
1. Enkel og ren pre-form støpeprosess
Tidligere versjoner krevde lukkede former og innsprøytning av silikon under trykk. Selv etter vakuumering kunne luftlommer forbli og forårsake defekter i bakgassverktøyet. Den nye åpne pre-form-designen gir:
enklere støpeprosess
renere arbeidsmetode
høyere sluttkvalitet
ingen vakuumkammer eller liminjeksjon
redusert risiko for oksygenforurensing i rotgassområdet
Detaljert 3D-modell av bakgassverktøyet, inkludert komplett materialspesifikasjon for alle deler som inngår i systemet.
2. Universell diameter- og godstykkelsestilpasning
Formene dekker godstykkelser S10–S80. Hver baseform bruker utskiftbare ringer tilpasset hver rørdiameter og godstykkelse. Alle ringer er merket etter S-rating for profesjonelle sveiseres behov og kompatibel bruk med purge/bakgassmonitorer.
Teknisk visning av justeringsringene som brukes til å endre diameter på bakgassverktøyet, slik at det kan støpes for ulike rørdimensjoner og godstykkelser.
3. Reparérbart design
Om en del av bakgassverktøyet smelter eller blir skadet, trenger du ikke kaste det. Produktet består av to silikonkomponenter – kun den skadede delen må støpes om. Dette kan redusere materialforbruket med opptil 90 %.
4. Fleksibel silikonhardhet – lavere kostnad
Standardmaterialet er Shore A 35, optimalt for stabil tetning og jevn bakgass. Har du kun ShA 15, kan du støpe dobbel tykkelse og oppnå tilsvarende funksjon (~ShA 30). Fyllingsnivå er markert på alle former.
5. Kan skrives ut på vanlige 3D-printere
Selv Ø500 mm former kan produseres på standard skrivebordsskrivere. Formene består av modulære deler som låses sammen uten spesialverktøy.
Utstyr, rørklemme og komplett pakke for bakgassverktøy og bakgassverktøy EZPF
Hva inngår i filpakken?
For hver diameter får du:
3D-modell av formen
3D-modeller av utskiftbare ringer (S40–S80)
3D-modell av din logo (ved bestilling)
PDF med tekniske tegninger og materialspesifikasjoner
DXF-fil for laserskåret rustfri monteringsplate
Full spesifikasjon
Dette gjør systemet kompatibelt med øvrigt bakgassverktøy, inkl. bakgassverktøy EZPF, bakgassverktøy double seal, og kan brukes sammen med leverandører som Ahlsell, Bentsen AS, BP Industrigass AS, Lascentrum Norge AS, og «kjøp hos Tools»-systemer.
Slik bruker du filpakken
Effektiv arbeidsflyt for sveising av rør
Hva gjør du med alle filene?
Kontakt en lokal 3D-printleverandør – de skriver ut formen.
Kontakt en leverandør av laserskjæring – de skjærer metallplatene etter vår tegning.
Kjøp silikon og øvrige komponenter – alt står beskrevet i dokumentasjonen.
Monter delene selv og få et profesjonelt bakgassverktøy klar til bruk.
Denne løsningen gir stabil og jevn gasstildeling i rør, også ved større dimensjoner.
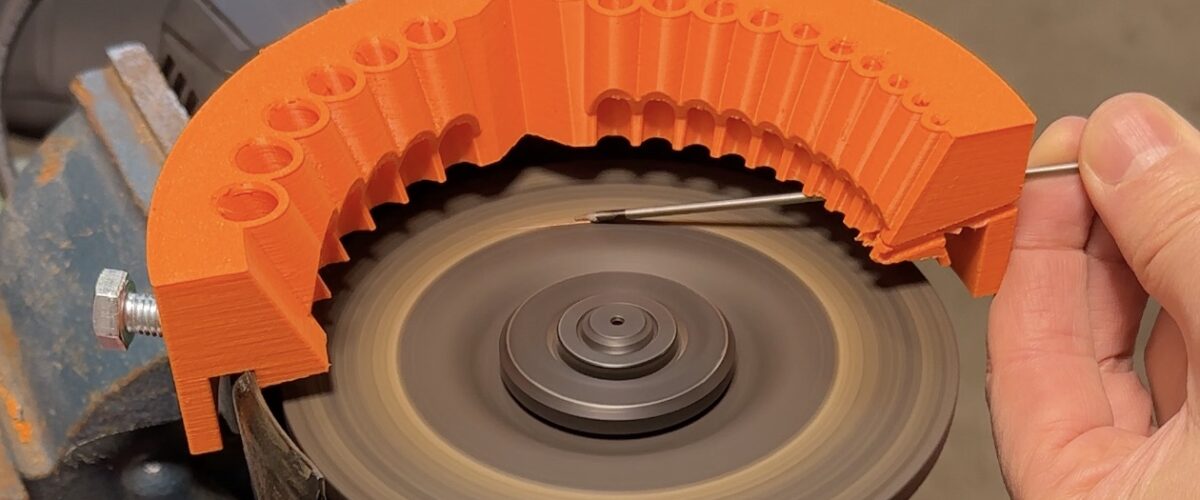
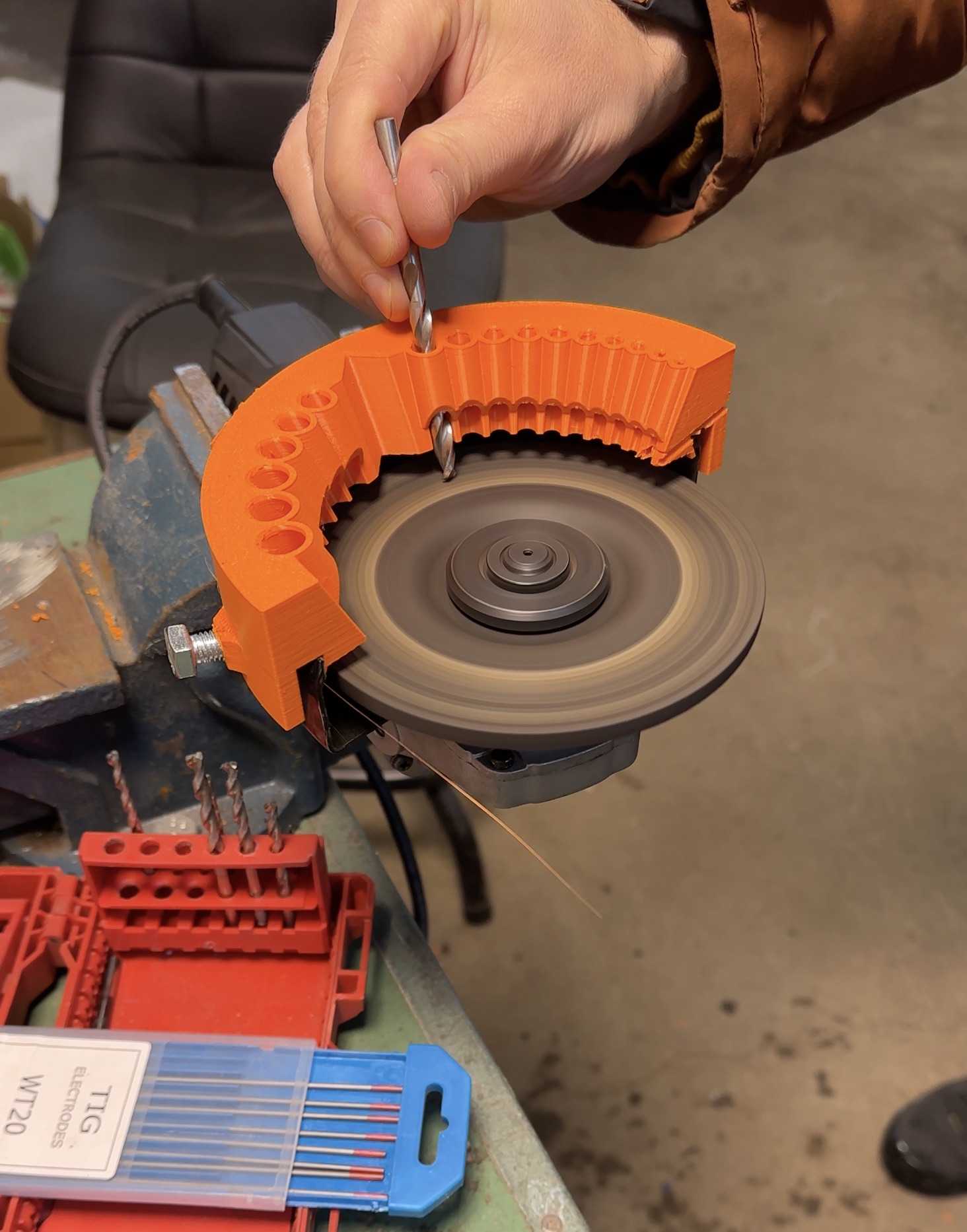
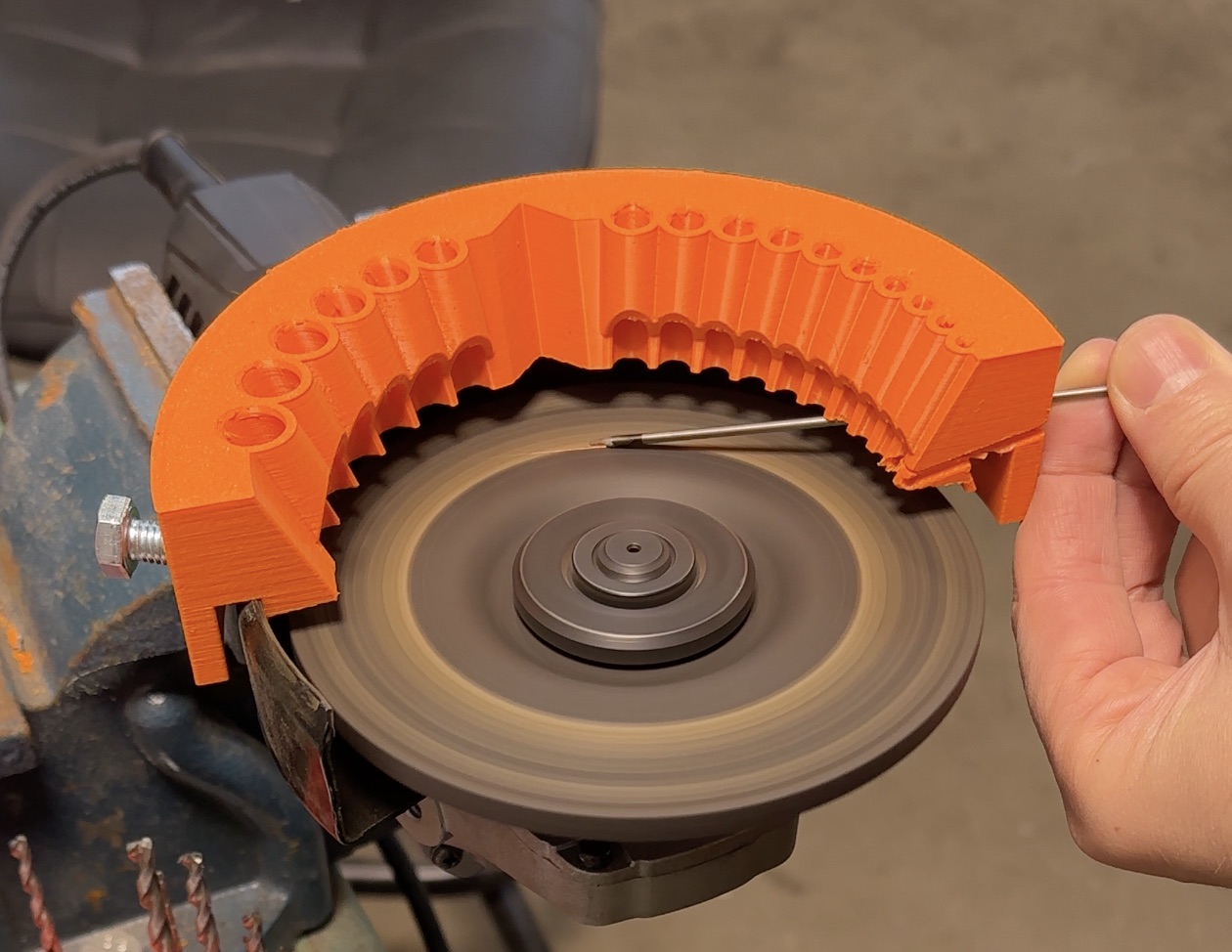
På internett fant jeg en praktisk adapter for vinkelsliper som kan brukes til sliping av bor. De fleste tilgjengelige alternativer krever imidlertid modifikasjoner og koster fra 3 til 15 euro – noe som ikke tilfredsstiller vanlige brukere. Derfor valgte jeg å utvikle en egen løsning som:
• Passer til de fleste vinkelslipere – testet på Bosch, Makita og Milwaukee. • Tilpasser seg ulike dekselhøyder (fra 15 mm til 26 mm), slik at du kan bruke forskjellige slipeskiver. • Leverer presis sliping gjennom riktig valg av slipeskive.
Adapteren gjør det også mulig å slipe volfram for TIG-sveising.
Vår innovative vinkelslipadapter montert på en vinkelsliper, perfekt for nøyaktig sliping av bor og volfram til TIG-sveising.
Slik bruker du adapteren
For sliping av bor:
Bruk en slipeskive. Det beste resultatet oppnås med en slipeskive som har en forbehandlet overflate (det vil si brukt), slik at overflaten blir jevnere og mer nøyaktig – akkurat det som trengs for å slipe bor.
På grunn av vinkelsliperens høye hastighet, må boret kjøles ned regelmessig.
For sliping av volfram (TIG-sveising):
Det optimale valget er en lamell- eller slipeskive.
Dersom du ikke har disse tilgjengelig, kan du bruke det du har for hånden.
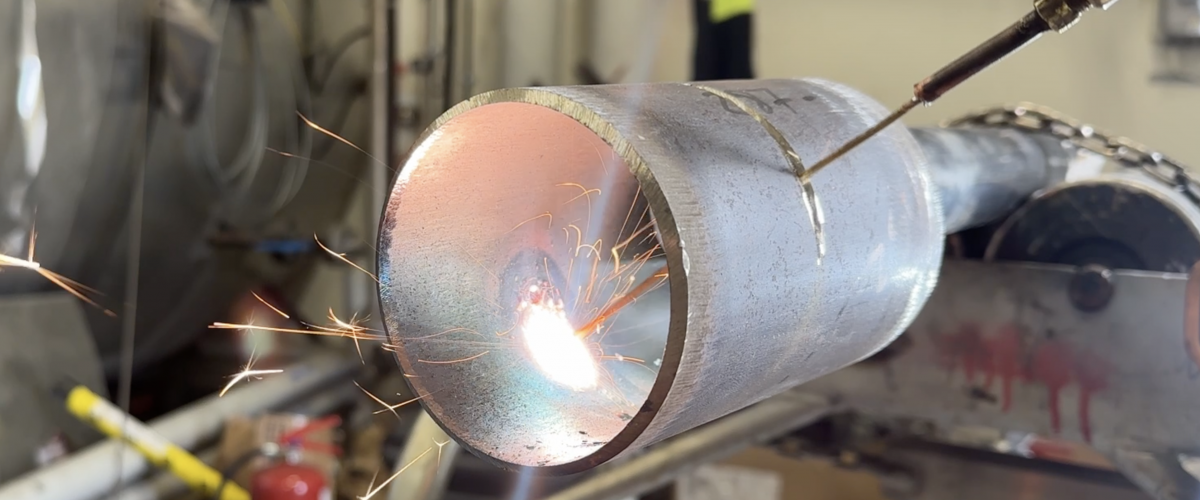
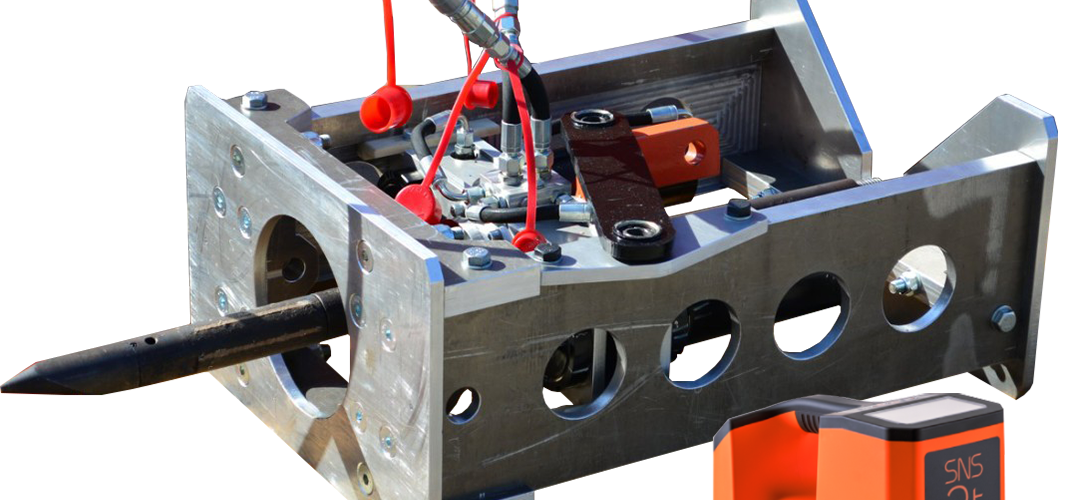
Sveisefeil: rotfeil, mangel på smelting og andre sveisefeil.
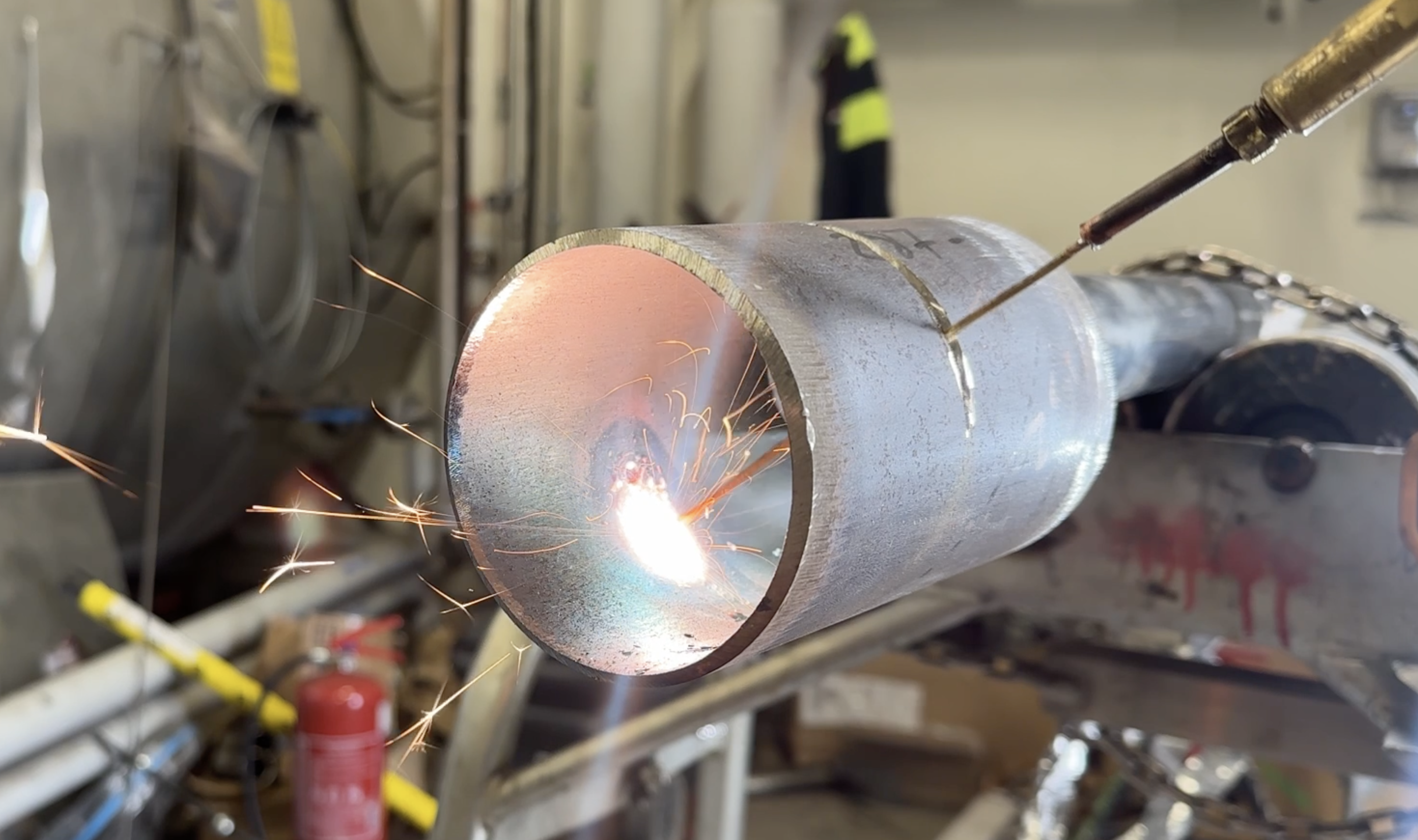
Gjør-det-selv gassveismunnstykke for å fikse feil i roten ved 2 mm spalter – Sveising på vanskelig tilgjengelige steder.
Bakgrunn: I 2017 fikk vårt firma, Pipeweld.ee, en kontrakt for å ferdigstille en 8 km lang fjernvarmeledning i Sverige. Ledningen var en dobbelt DN200 mm rørledning med 6,3 mm veggtykkelse. Hver rørseksjon var 16 meter lang og veide over 2 tonn. Installasjonen ble utført med gravemaskin, og sveisingen ble gjort med gassveising i henhold til 311-metoden, som kunden krevde. Sveiseskjøtene ble 100 % kontrollert med radiografi (RT), gruppe B.
En enkelt sveiser kunne ferdigstille 5 par sveiseskjøter per dag, totalt 10 sveiser.
Sveiserne støtte på problemer, noe som er uunngåelig under slike forhold. Frustrasjonen var stor da en liten sveisepore eller en rotfeil ble oppdaget på en 1 mm seksjon av en sveis i en vanskelig tilgjengelig posisjon. Disse områdene var spesielt utfordrende å nå, og noen ganger måtte begge sveiseskjøtene åpnes for å rette opp selv små sveisefeil.
Det avgjørende spørsmålet var: hvordan kan man raskt rette opp feil som sveisefeil, sveiseporer og andre defekter med 100 % sikkerhet?
Det var slik dette livreddende munnstykket ble utviklet. Og jeg kan med sikkerhet si at jeg ikke ser noen problemer med å bruke det for å rette opp sveisefeil på større diametere.
Å vite hvordan man løser disse problemene blir mye enklere med riktig verktøy.
Sveisefeil – Hvordan utbedre mangel på smelting og andre problemer
I denne artikkelen vil vi fordype oss i designen av gassveismunnstykker og lage en unik versjon som følger sikkerhetsregler, eliminerer sveisefeil som mangel på smelting og reduserer tiden det tar å reparere sveiser.
Vi vil dekke følgende temaer:
Hva er tilbakeslag, og hvorfor er det farlig?
Årsaker til tilbakeslag i en gassveiser.
Hvordan fungerer en injektor?
Testmetoder for gassveiser før bruk.
Sikkerhetsteknikker ved gassveising.
Design ditt eget gassveismunnstykke med disse hensynene.
Montering av en tilpasset sveiser for vanskelig tilgjengelige steder.
Testing av sveisen før rotfugen sveises.
Bruk av den nye sveisen for rotfuger.
Andre interessante tips om gassveising.
Sveisefeil i rotfugen: Hva er tilbakeslag, og hvorfor er det farlig under reparasjoner
Tilbakeslag er antenning av drivstoffblandingen i kanalene til sveisehodet, noe som kan føre til at acetylen-slangen tar fyr og i verste fall forårsake en eksplosjon av acetylentanken!
For å redusere risikoen for eksplosjon under reparasjon av sveisefeil, bør sikkerhetsventiler installeres på begge tankene.
Obligatorisk å bruke, spesielt ved arbeid med hjemmelagde brennere.
Årsaker til tilbakeslag under acetylen-sveising og utbedring av sveisefeil som mangel på smelting, rotfeil og sveiseporer:
Hvert brennbart materiale har sin egen forbrenningshastighet. I vårt tilfelle spiller også gassens utgangshastighet fra sveisehodet en avgjørende rolle. Disse hastighetene er viktige å justere slik at de samsvarer med hverandre for optimal gassveising.
De viktigste årsakene til tilbakeslag under sveising og reparasjon av sveisefeil som mangel på smelting:
Forbrenningshastigheten til gassblandingen overstiger gassens utgangshastighet fra sveisehodet, eller omvendt—dette er det vanligste problemet.
Andre årsaker:
Et tett munnstykke, som endrer den beregnede gassutgangshastigheten eller skaper turbulens i gassblandingen.
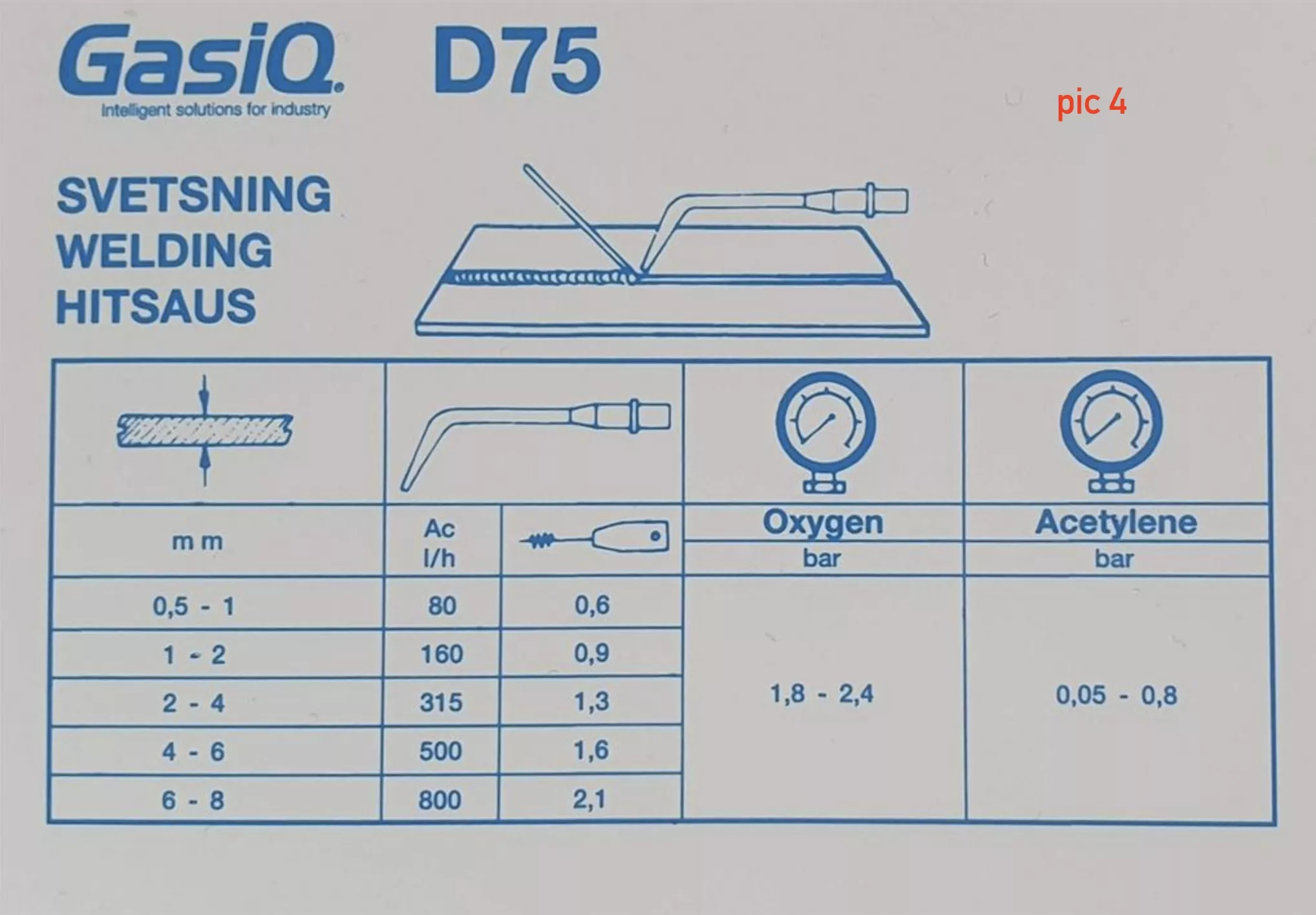
Feil utgangstrykk fra gasstanken. Acetylentrykket bør ikke overstige 0,2–1,2 bar, selv om oksygen tilføres ved 3 bar. Sjekk tabellen for gassveisingens effekt- og trykkforhold. Se bilde 4.
Feil tenning av sveisen—feil justering av oksygen og brenselgass.
Overoppheting av sveisehodet, noe som forårsaker for tidlig antenning av gassblandingen før den forlater munnstykket.
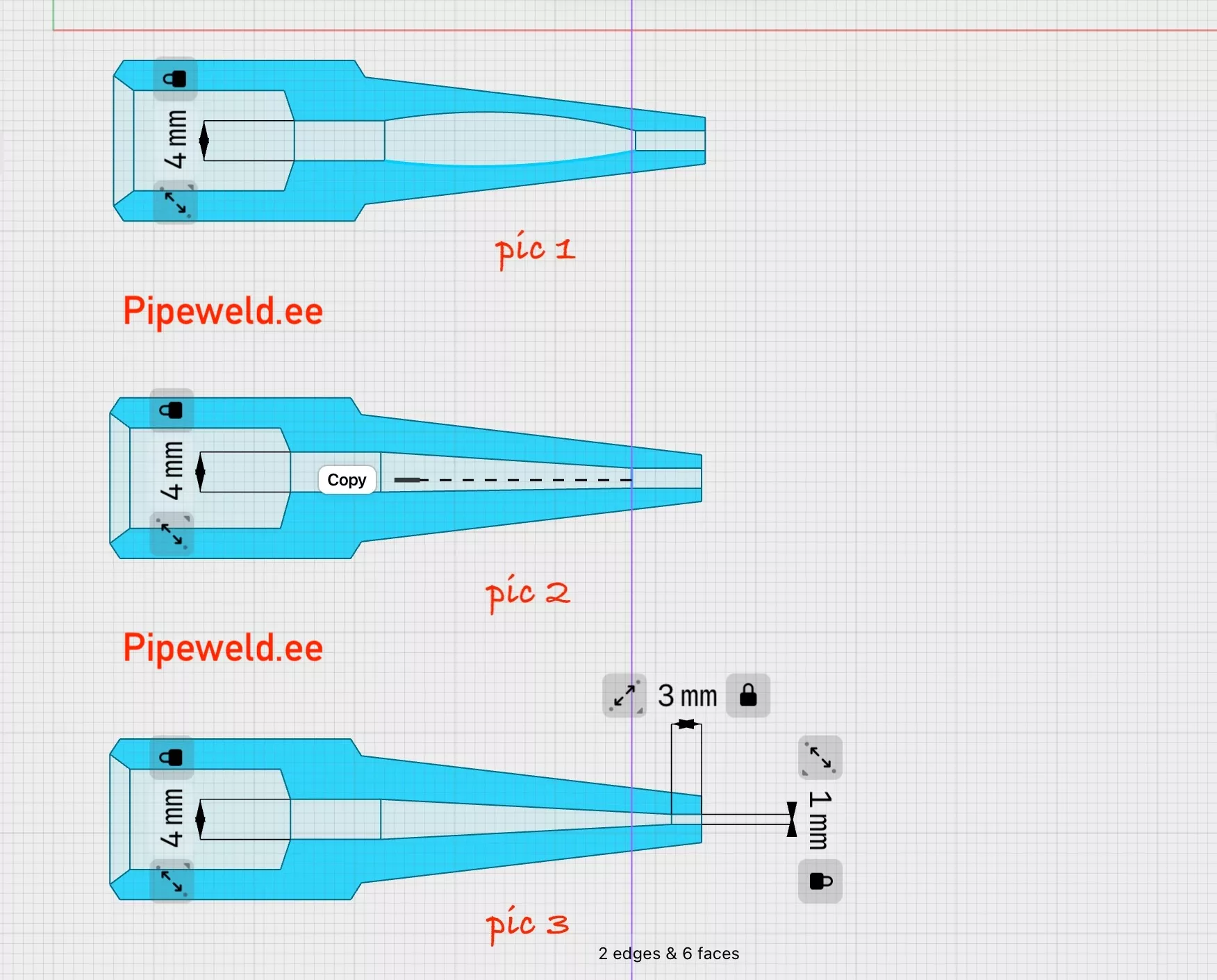
Overdreven slitasje eller feil bruk av munnstykket, noe som fører til feiljustering mellom innløp og utløp. Se bilde 2.
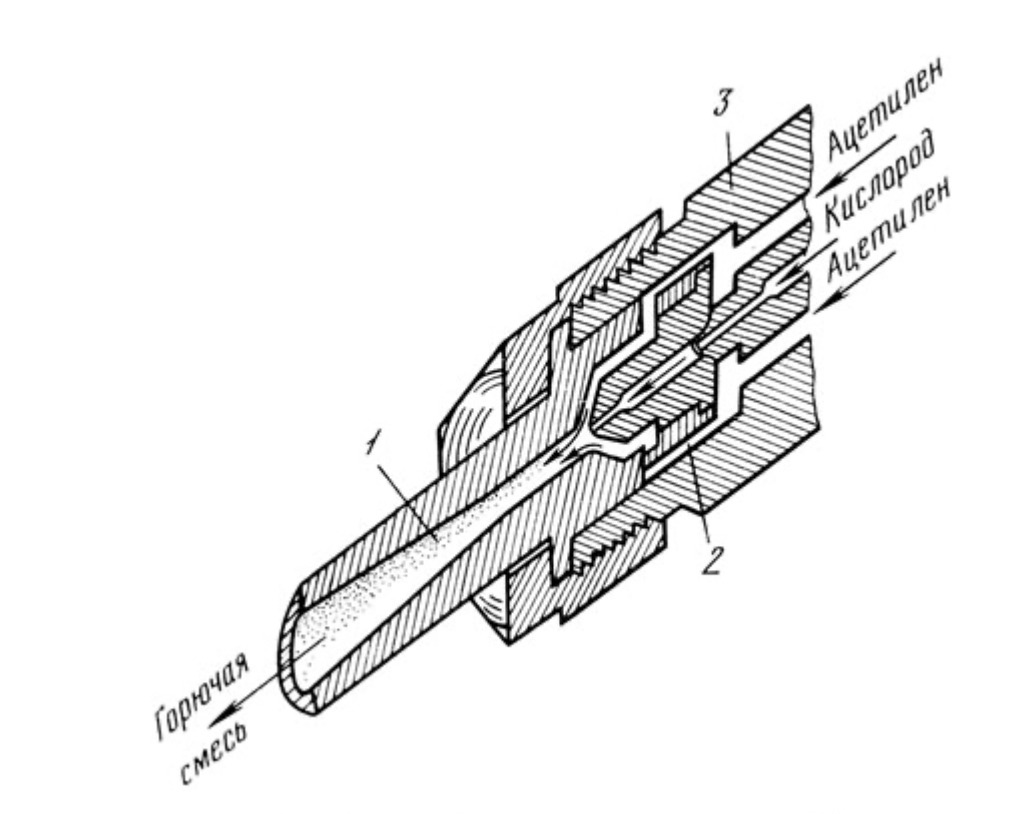
Avsmalning i traktform i kanalen og konvergerende munnstykke—bytt ut munnstykket. Se bilde 1.
Forkorting av kanalens utgangsseksjon til mindre enn 3 ganger kanalens diameter—bytt ut munnstykket. Se bilde 3.
Disse defektene er ikke umiddelbart synlige, men de kan betydelig påvirke sveisingen.Det er avgjørende å opprettholde korrekte gassblandingsproporsjoner ved reparasjon av sveisefeil.
Hvordan injektoren i gassveising fungerer
Av de nevnte årsakene til tilbakeslag er de viktigste for oss:
Gassflythastighet (trykkinnstilling i slangene + injektor).
Korrekt gassblandingsforhold (injektor).
Nå er det på tide å diskutere injektoren, som sikrer korrekt blanding av gassene for å unngå sveisefeil som mangel på smelting.
Injektorsveisere er designet for å levere lavtrykk brenselgass (acetylen) til blandekammeret ved å suge det inn med en høytrykksstrøm av oksygen.
Denne enheten kalles en injektor, og sugefenomenet kalles injeksjon.
gassveisebrenner 311
Testmetoder for en gassveiser før utbedring av sveisefeil som mangel på smelting og andre sveisefeil:
Før du starter arbeid med en ny sveiser og munnstykke, er det viktig å teste injektoren. Dette kan gjøres med enkle trinn:
Skru av acetylenslangen fra sveiseren.
Åpne oksygentilførselen.
Åpne deretter acetylentilførselen helt og plasser tommelen på acetyleninnløpsnippelen (der slangen var tilkoblet).
Sørg for at det finnes et sug (tommelen skal festes til nippelen).
Dette suget indikerer at injektoren fungerer som den skal.
For mer nøyaktighet:
Det er fastslått at vakuumet i acetylenkanalene før injektoren varierer mellom 35-275 mm Hg i en utent sveiser og 25-50 mm Hg i en tent sveiser.
Merk: Det merkbare trykkfallet i en tent sveiser skyldes sannsynligvis at oksygentilførselen ikke er helt åpen under forbrenningen, noe som forårsaker denne forskjellen.
Hva synes du om denne testen?
Sikkerhet og personlig ansvar ved gassveising, spesielt med en hjemmelaget sveiser – VIKTIG!!!
Jeg har lest mye litteratur om hvordan acetylen-sveisere fungerer og hva man bør fokusere på under bruk. Personlig har jeg funnet svar på alle mine spørsmål.
Imidlertid kan jeg ikke ta ansvar for de konklusjonene du eller andre måtte trekke fra dette materialet. Du må forstå at ansvaret ligger helt og holdent på deg selv.
Design og bygging av din egen sveiser i henhold til de nevnte reglene:
Jeg har kommet frem til at den viktigste og mest følsomme mekanismen i en sveiser er injektoren og den tilhørende blanderen. Så hvis jeg ønsker å lage min egen sveiser, må jeg finne en fabrikkprodusert injektor med en blander og tilpasse min kobberkapillær til den. Slike komponenter er tilgjengelige i større jernvareforretninger i Europa eller på nettmarkeder.
Mitt rør er laget av messing (et ideelt materiale for denne typen sveisere), med følgende spesifikasjoner:
Ytre diameter: 2 mm
Veggtykkelse: 0,5 mm
Gasskanalens diameter: 1 mm
Etter mye eksperimentering oppdaget jeg at dersom messingrøret ditt er omtrent 150–250 mm langt, kan du bruke en injektor og blander fra et fabrikkmunnstykke som er klassifisert for 500 liter.
Munnstykket bør være laget av kobber, som kan bøyes, slik som denne modellen:
R!MAC Sveiseinnsats til G11 Fleksibel 500L.
(Google dette for mer informasjon.)
En slik sveisebrenner passet meg personlig.
Kutt av kobberrøret fra sveisen, la det være igjen 2–4 cm, lodd fast kapillærrøret ditt på det, og voilà – sveisen er klar for testing.
Testing av sveisen for å utbedre rotfeil, mangel på smelting og andre sveisefeil:
Still inn riktig utgangstrykk på begge tankene (se bilde 4).
Kontroller vakuumet i acetylenforsyningen (metodene er beskrevet ovenfor).
Utfør den første tenningsprosessen og juster flammen til standardparametere.
Hvis du ikke kan oppnå stabil forbrenning og vet hvordan du justerer en standard acetylen-sveiser, kan problemet være at for mye loddetinn har fylt innsiden av kobberrøret under loddingen og delvis eller helt blokkerer gassflyten. I så fall må du bygge om sveisen din.
Hvis du oppnår stabil forbrenning:
Start med en test-sveis på 1–2 minutter. Etter å ha slukket sveisen, berør injektoren med bare hånden. Hvis den ikke varmes opp under sveisingen, har sveisen din bestått den første testen.
Fortsett testing med lengre sveisetider, for eksempel 3–5 minutter. Dette var det siste testet for min sveiser, siden jeg visste at jeg kun ville bruke dette munnstykket i maksimalt 2 minutter for å reparere rotfuger i et rør.
Ettersom røret er et lukket rom hvor temperaturen stiger raskere, bestemte jeg meg for å doble testtiden i et åpent miljø.
Temperatursjekk: Hvis injektoren din varmes opp til over 200 grader, øker risikoen for tilbakeslag. Jeg målte temperaturen nøye for å fastslå injektorens temperatur og sveisetid. Tilbakeslag oppstår ved 300 grader. Driftstemperaturen for en fabrikk-injektor overstiger ikke 40–50 grader.
Merknader om bruk av en ny sveiser for rotfuger:
Når jeg jobbet med sveisefeil som rotfeil og mangel på smelting i rotfugen gjennom et sveisespalte, opplevde jeg noen ganger at flammen plutselig slukket.
Denne effekten skjedde ikke alltid, men når den gjorde det, var det veldig merkbart. Etter mange tester og hypoteser har en 100 % løsning ennå ikke blitt funnet, men det er viktig å sørge for god ventilasjon i røret for bedre forbrenning.
Andre interessante merknader:
– Sveisefeil som mangel på smelting, sveiseporer, dype porer, rotfeil og andre defekter i hvilket som helst metall kan utbedres med denne metoden. Jeg har personlig testet dette, men det krever ferdighet!
– For korrekt drift av sveiseren bør munnstykkets utløpskanaldiameter matche diameteren på blandekammerets kanal, mens injektorens kanaldiameter bør være tre ganger mindre.
– G2- og G3-typens sveisere med utskiftbare munnstykker bør trekke inn luft fra atmosfæren gjennom den åpne acetylenkoblingen med en hastighet som ikke er mindre enn den nominelle acetylengassforbruket ved maksimalt oksygentrykk, i henhold til de tekniske spesifikasjonene for den aktuelle sveisemodellen.
– Det nominelle acetylengassforbruket for hvert sveisehode, i henhold til de tekniske spesifikasjonene for den spesifikke modellen, bør oppnås ved minimalt acetylentrykk og fri flammeforbrenning med fullt åpne ventiler.
– Metallkomponenter i sveiser bør være laget av messing, siden dette materialet er ideelt for å oppfylle de operasjonelle kravene til gassveisere.
Spørsmål, forslag eller kommentarer?
Legg dem gjerne igjen i kommentarfeltet nedenfor i denne artikkelen. Din tilbakemelding er verdifull, og jeg er her for å hjelpe deg med å utbedre sveisefeil effektivt, enten det gjelder mangel på smelting, rotfeil eller sveiseporer.
Enhver kan lage sine egne bakgass utstyr i silikon for sveising av rustfritt stål.
Hei, kjære sveisere! Jeg har ventet på det rette øyeblikket for å presentere en høykvalitets to-komponent silikon som gjør det mulig å lage profesjonelt bakgass utstyr selv. Endelig er tiden inne, og som vanlig i våre sveiseeventyr har vi vært heldige – omtrent som den gangen da NDT-inspektøren godkjente hele prosjektet uten å engang sette sin fot på stedet!
Denne silikonen tilbyr tre store fordeler som gjør den til en revolusjonerende løsning:
Viktige fordeler med platinaherdet silikon:
Varmebestandighet
Tåler opptil 300°C ved kortvarig kontakt. En drøm for industrielle sveisere!
Matvarekvalitet
Egnet også for farmasøytiske applikasjoner – enda en fordel for industrielle sveisere!
Rask herding
Silikonen herder fullstendig på bare 24 timer, noe som gjør den svært praktisk for daglig bruk.
Kostnadseffektivitet
Å lage et bakgass utstyr DN80 koster bare 1,50 euro i materiale pluss to timers arbeid. I løpet av denne tiden kan du produsere fem bakgassverktøy, noe som sparer penger og øker effektiviteten.
Personlig merkevarebygging
Ditt bakgass utstyr kan få din egen logo, noe som gir et profesjonelt inntrykk.
Enkel 3D-form
Last ned en ferdig designfil, skaler den til ønsket størrelse og sett i gang. En gave fra pipeweld.ee til deg!
Min erfaring og tips for suksess
Jeg har selv testet hele prosessen og deler gjerne alt jeg har lært. Det eneste jeg ber om er at du deler denne artikkelen i relevante sveisefora og sjekker ut de andre smarte DIY-verktøyene vi har utviklet på bloggen vår.
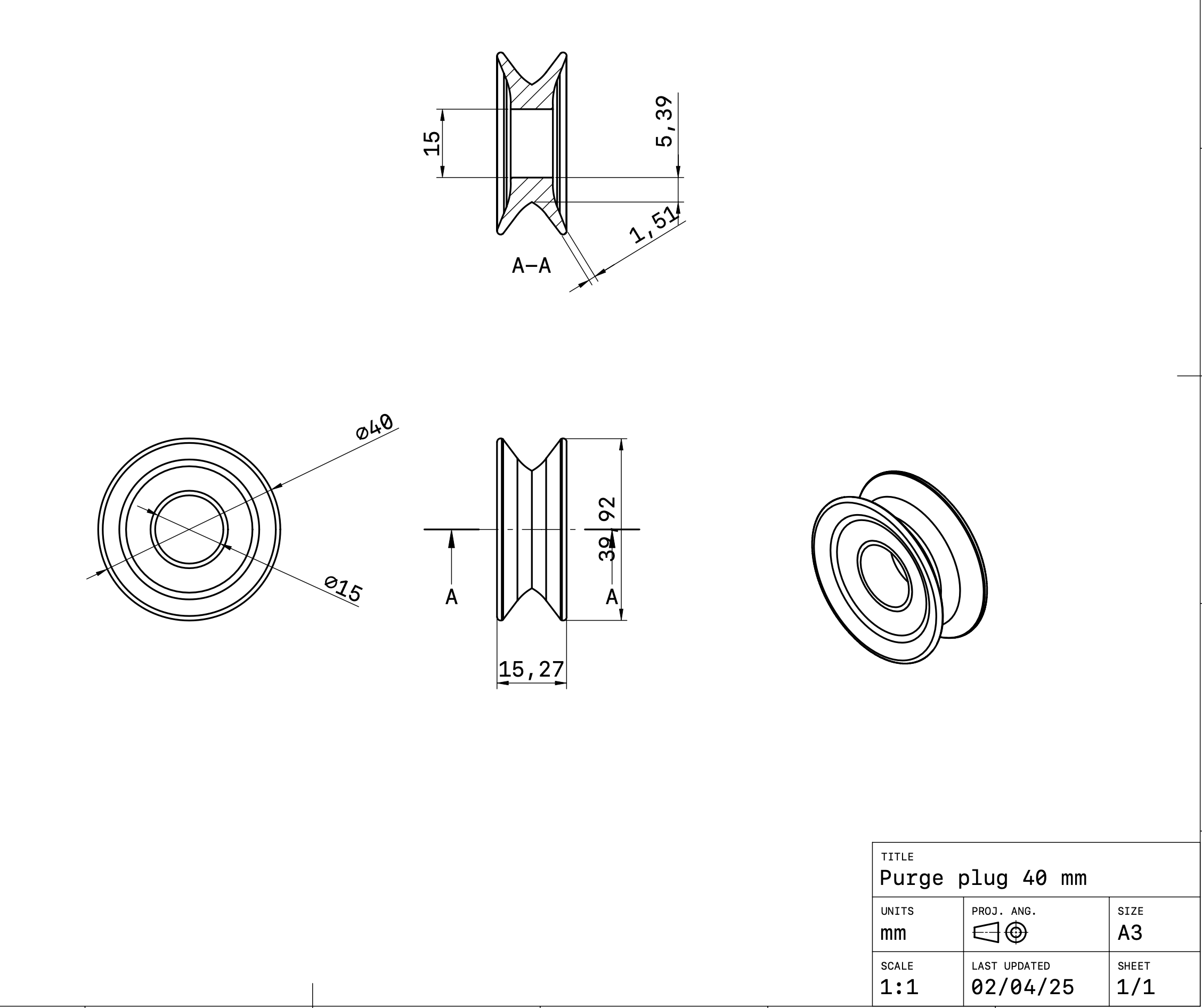
3D-form for TIG-bakgass utstyr: STL- og STEP-modeller
Denne testede 3D-modellen er tilgjengelig i STEP-format og består av fire deler. Grunnformen er designet for et bakgass utstyr med OD 94 mm, som passer for DN80-rør.
Om du trenger en større størrelse, som DN150 (OD 169 mm), er det enkelt å skalere modellen. Juster bare dimensjonene med programvare som Cura eller andre slicer-program før 3D-printing. De fleste slicere har mulighet for å skalere objekter langs alle tre akser.
Eksempler på skalering:
Om du trenger et verktøy med 152 mm diameter fra 94 mm-modellen, skaler med 61,7 %.
For en diameter på 212 mm, skaler med 39,7 %.
Juster alle tre aksene proporsjonalt for korrekte resultater.
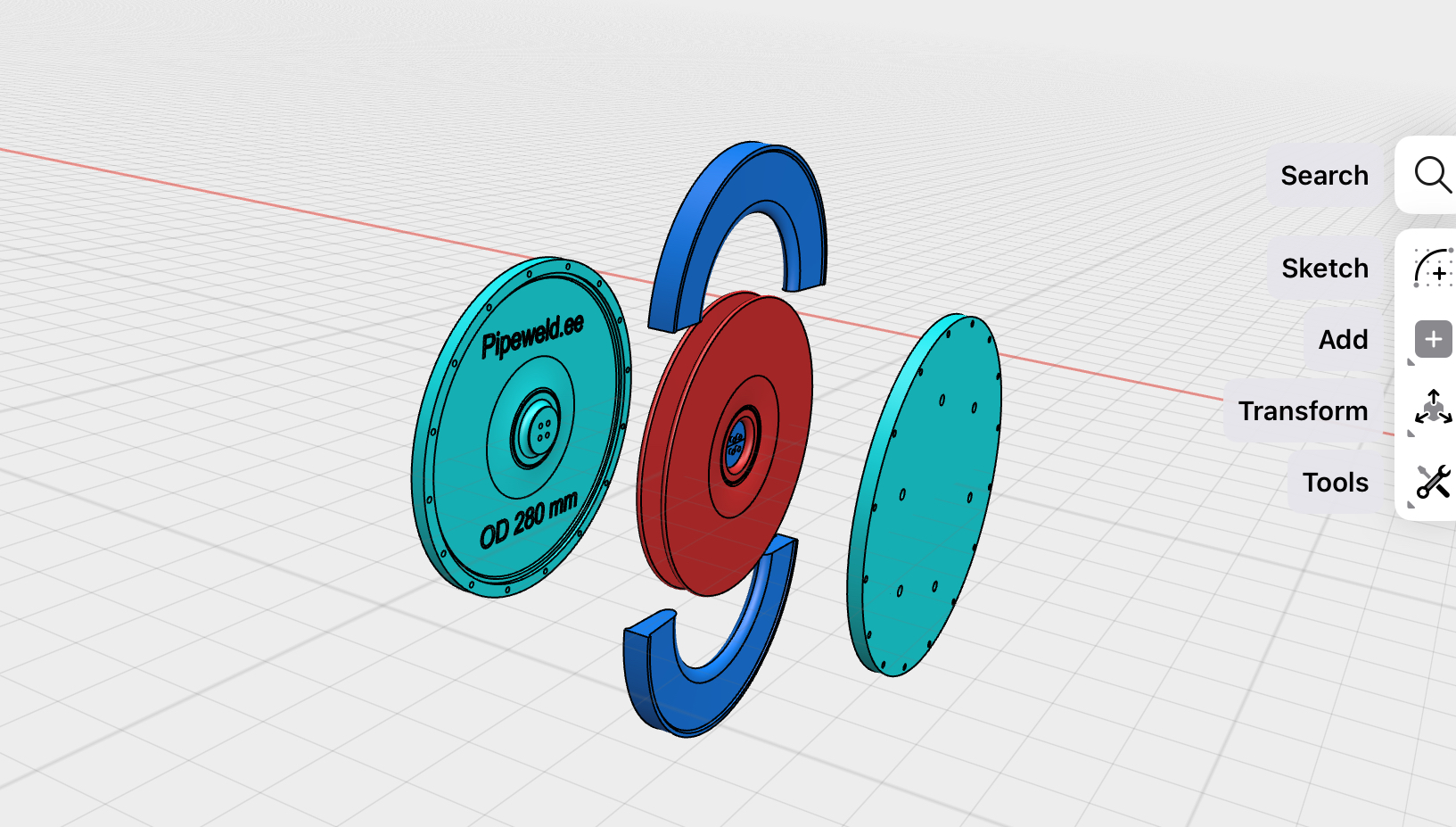
3D-modell av en tetningsplugg med en innvendig metallplate på 1 mm tykkelse
Oppdatering: 14. januar 2025
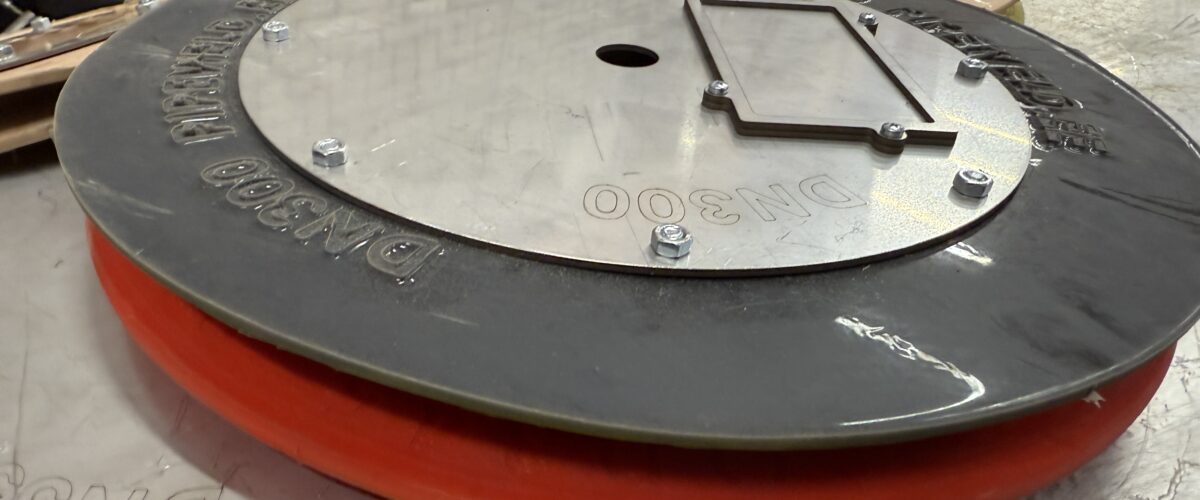
Flere personer har bedt meg lage en modell for en større tetningsplugg med en metallplate på 1 mm tykkelse. Denne typen plugger produseres ofte i store mengder, og du har sannsynligvis sett dem før.
Jeg anbefaler å bruke denne pluggen for rør med diameter fra DN 200 til 400 mm.
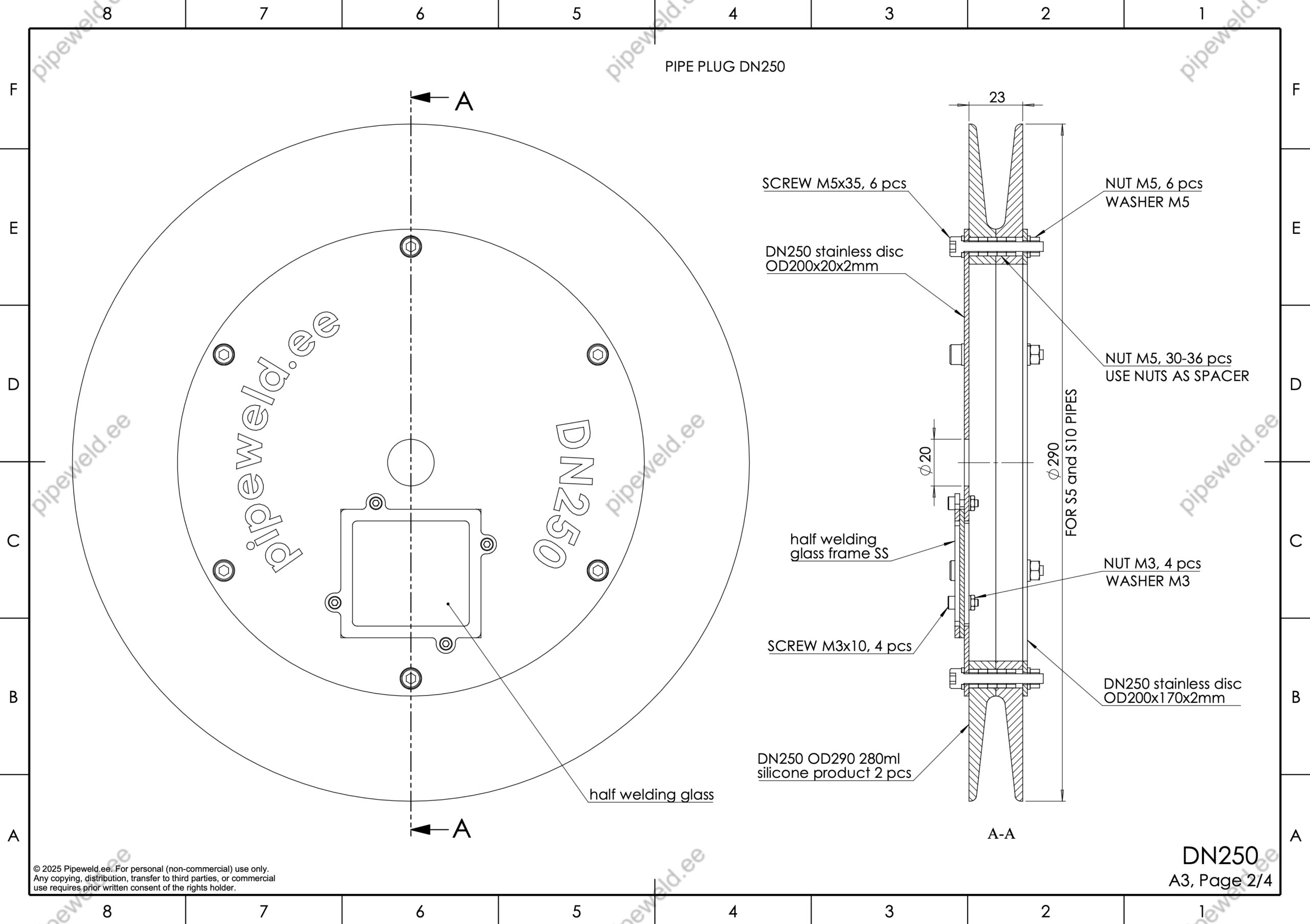
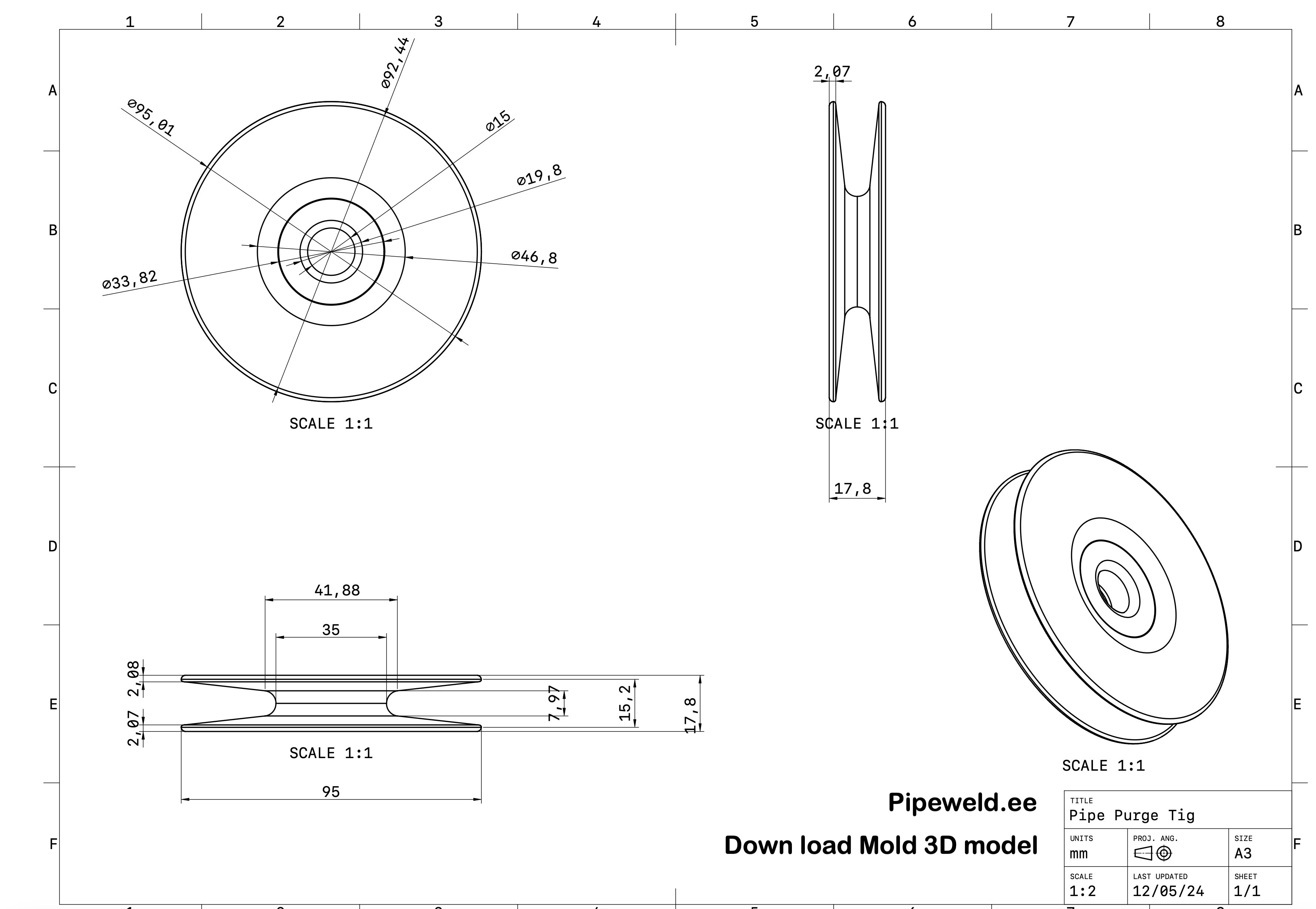
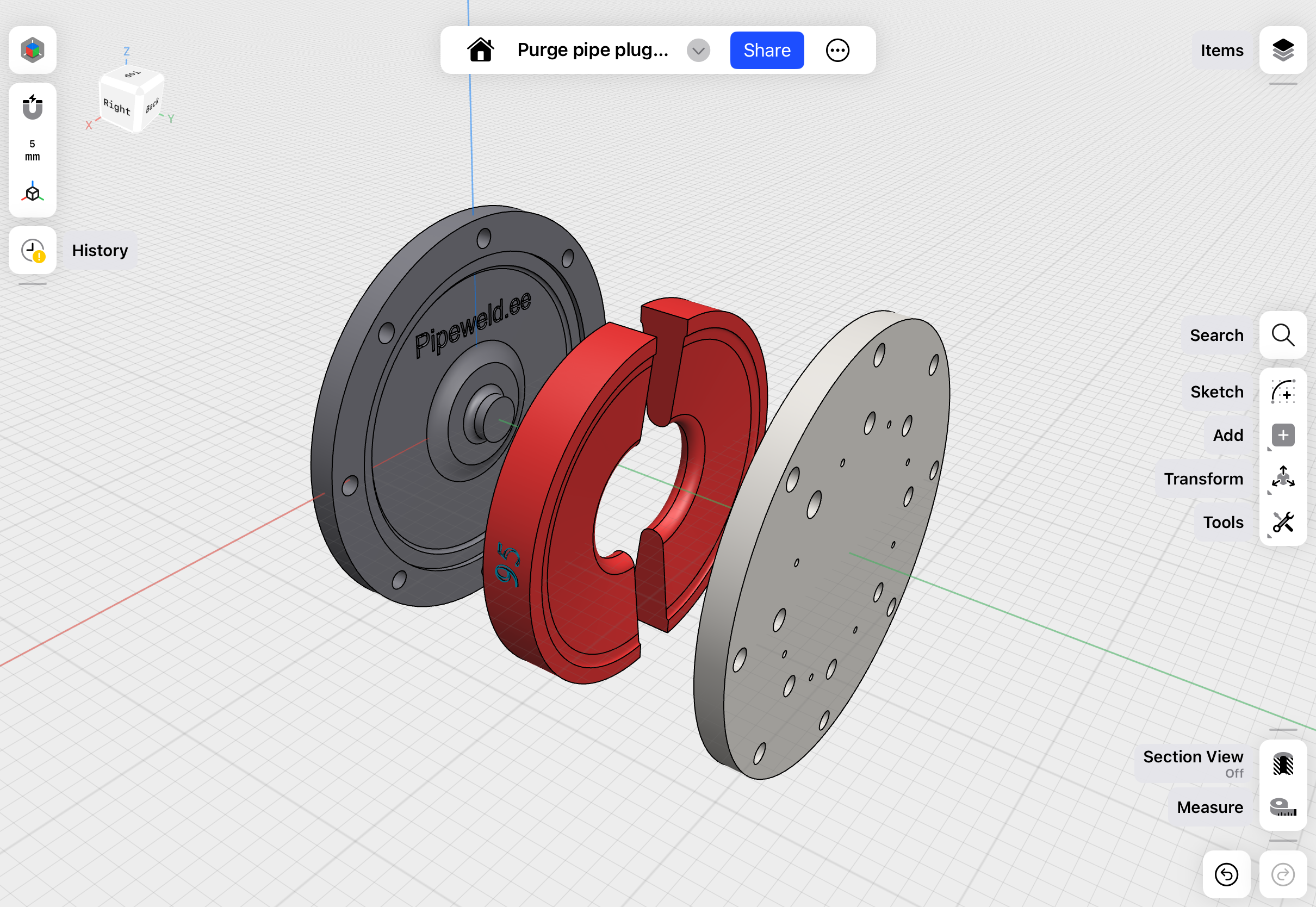
Jeg laget modellen med en diameter på 280 mm, basert på den originale pluggen og med alle mål hentet fra den. Spesiell oppmerksomhet ble gitt til en spesifikk sporprofil som forenkler installasjonen av metallplaten i midten av pluggen. Dette sporet finnes kun på den ene siden.
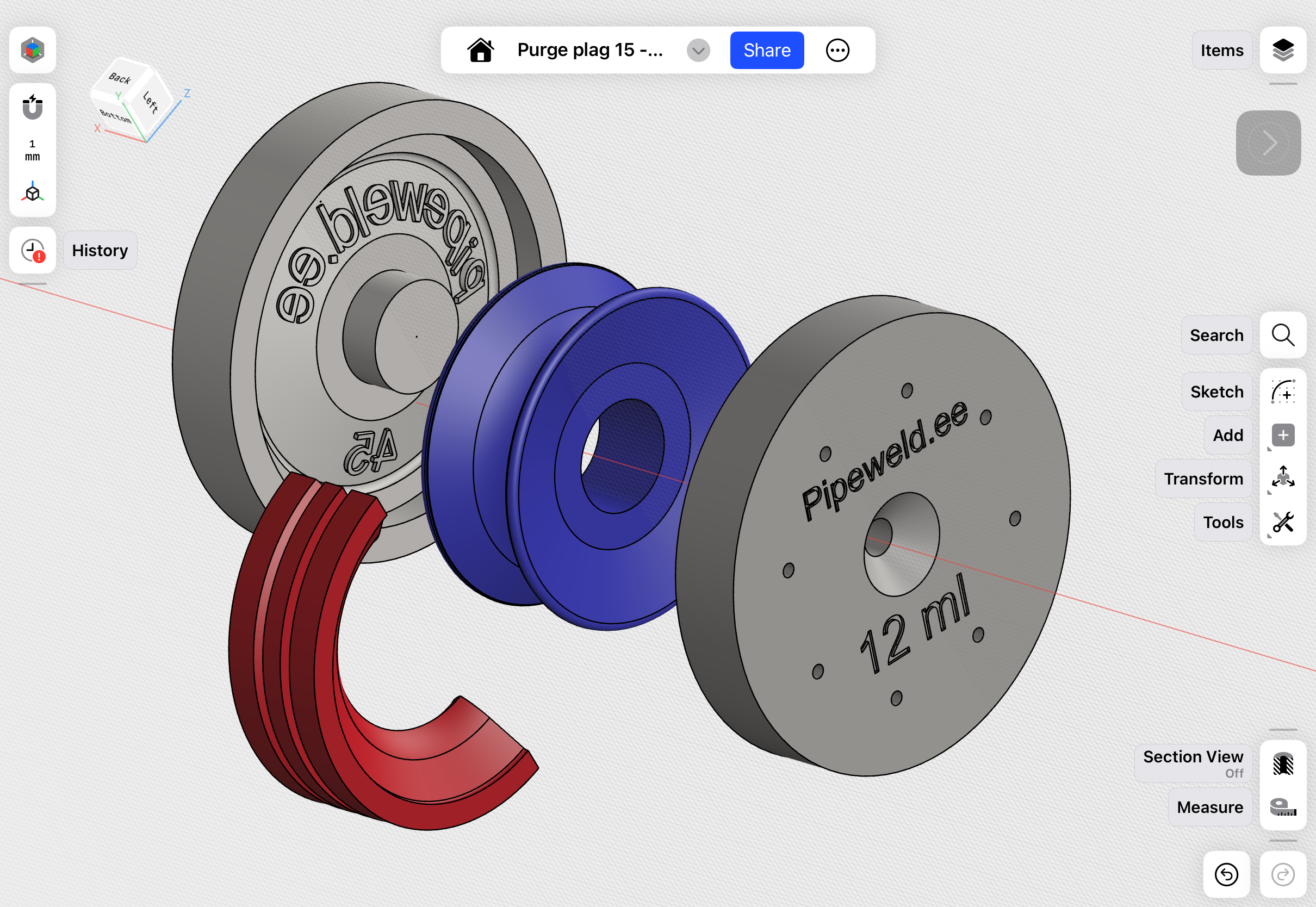
De røde diskene er den nye tetningspluggen, og de blå innsatene i midten er disker som lager et spor hvor en metallskive med en diameter på 71 mm og en tykkelse på 1 mm senere settes inn.
Oppdatering: 1. februar 2025
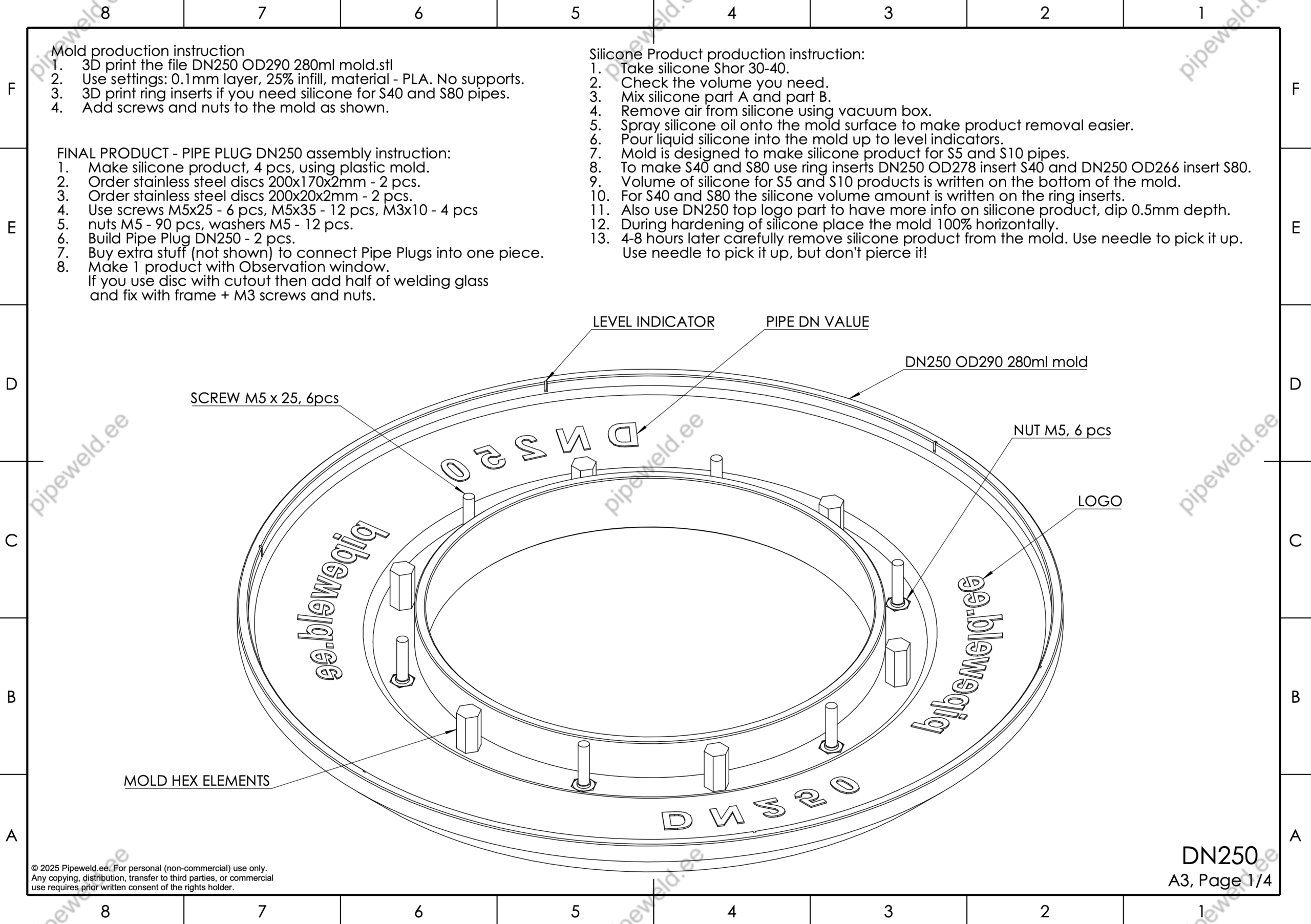
Siden det viste seg at monteringshullet i midten av lokket også skaleres proporsjonalt når modellene endres i størrelse (og vi trenger at det beholder en fast diameter), har jeg bestemt meg for å legge ut ferdige STL-filer. På den måten kan dere gå rett i gang med utskrift uten ytterligere skalering.
Den første serien med lokk har en utvendig diameter fra 65 mm til 107 mm.
Vi har diskutert og kommet fram til at i plugger med en ytre diameter på 115 mm og oppover, hvor det tidligere var planlagt en metallskive (se ovenfor), kan vi klare oss uten den. Derfor legger jeg nå ut ferdige modeller for alle diametere fra 115 mm og har planer om å utvide dem opp til 400 mm. I stedet for skiven festes de med en skive og mutter, og et 20 mm hull er inkludert i alle pluggene som er listet opp nedenfor.
For å feste disse skivene kjøper dere følgende festemidler fra Kina.
Jeg anbefaler sterkt platinaherdet silikon for dens holdbarhet, sterilitet og brukervennlighet.
Anbefalt hardhet: Etter testing har jeg kommet frem til at en Shore-hardhet på 60 er ideell. Lavere hardhet (f.eks. Shore 20) er for myk for industriell bruk.
Nøyaktig blanding: Bruk en digital vekt med nøyaktighet på 1–2 gram for å sikre riktige proporsjoner når du blander de to komponentene.
Støping og herding av silikonet
Blanding og forberedelse:
Bland silikonet grundig i minst 5 minutter. Monter din 3D-printede form med bolter for å sikre delene.
Valgfritt vakuumkammer:
For et boblefri resultat, plasser den blandede silikonet i et vakuumkammer for å fjerne luftlommer. Hvis du ikke har tilgang til et vakuumkammer, bruk en silikon med selvgassende funksjon.
Manuell støping eller sprøytemetode:
Bruk en stor medisinsk sprøyte (100+ ml) for å helle silikonet nøyaktig. For DN80 trenger du 40 gram silikon.
Ta ut ditt DIY-bakgass utstyr
Etter 24 timer kan du forsiktig demontere formen og ta ut ditt nye bakgass utstyr. Ikke bruk det umiddelbart – la det hvile i et par dager for å sikre at overflaten er helt herdet og ikke lenger klebrig.
Hva du trenger for et smidig arbeid og et godt resultat:
Finn et sted hvor du kan skrive ut en 3D-modell, og be dem skalere modellen til ønsket diameter.
Kjøp platinsilikon med en Shore-hardhet på 60.
Skaff trykkbolter (8 stk). Diameteren vil variere avhengig av skaleringen. For DN 80 passer M5-bolter.
Kjøp en sprøyte med en volum på 100 ml.
Forbered målekopper og en beholder for blanding.
Hullet for å helle silikon har jeg gjort større – 9 mm i diameter. Dette gjør det enklere å helle silikonet og sikrer en høy kvalitet på herdingen.
Prosjektutvikling. Oppdateringer per 10. mars 2025
Kjære kolleger, det er viktig å erkjenne at djevelen ligger i detaljene. Dette prosjektet har fullstendig fengslet meg, og sammen med min 13 år gamle sønn har vi begynt å utvikle, teste og perfeksjonere det. Det har vist seg å være langt mer interessant enn jeg opprinnelig forventet.
Viktige innsikter og beslutninger
Problemet med valg av silikon
Med deres hjelp oppdaget vi at det er en formidabel utfordring å finne silikon med en hardhet på 60. Følgelig bestemte vi oss for å gi opp den ideen og tilpasse prosjektet til å bruke mer lett tilgjengelige typer silikon. Løsning: Vi utviklet fire nye plugger, som vi støpte selv. Det viser seg at den foreslåtte designen fungerer utmerket for silikoner med hardhetsnivåene 20 og 40. Vi avventer nå deres tilbakemelding for å tilpasse modellene til ulike diametre.
Skalering av deler
Dessverre kommer skalering av delene med visse begrensninger. Løsning: Hver design må utvikles separat for hver diameter. Dette skremmer oss ikke; det viktigste er å fastslå hvilken design som passer best for hver diameter. Derfor foreslår vi tre designvarianter for deres vurdering:
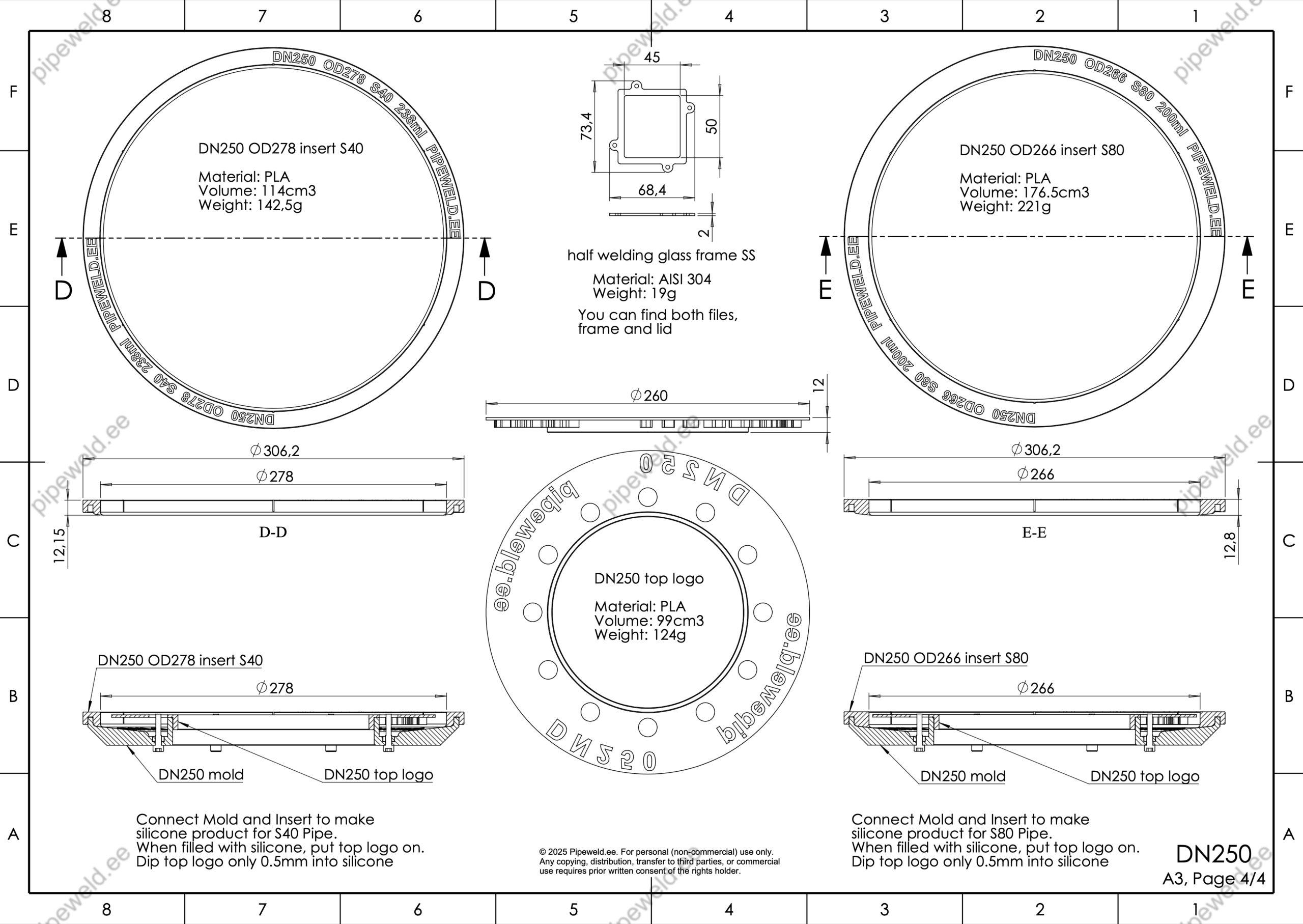
400 mm-modellen vil bli tilpasset for diametre fra 40 til 65 mm. STL-modellen kan lastes ned nedenfor.
75-modellen er ment for diametre fra 65 til 115 mm. STL-modellen kan lastes ned nedenfor.
115-modellen er sannsynligvis designet for diametre opp til 156 mm, og 115+-modellen er planlagt for diametre fra 156 til 290 mm. STL-modellen kan lastes ned nedenfor.
Silikoneffektivitet
Det er viktig for dere å vite hvilket volum silikon som kreves for å produsere hver plugg. Fremover vil denne informasjonen bli inkludert i filnavnene.
Bruk av spennskruer
Vår praktiske erfaring har vist at spennskruer ikke er nødvendige for formene – i det minste ikke for modeller med diametre fra 40 til 115 mm (vi har ennå ikke testet større eksemplarer). Den sammensatte formen er tilstrekkelig stabil, men det anbefales å ha to små klemmer for hånden.
Silikoninjeksjon i formen
Jo høyere hardhet silikonet har, desto lavere er viskositeten, noe som gjør injeksjonsprosessen mer utfordrende. Det er derfor nødvendig å forbedre injeksjonsteknikken. Løsning: Vi kjøpte et vakuumkammer for 150 euro. Etter å ha blandet silikonet i en kopp, plasserer vi den i kammeret i 15 minutter under et negativt trykk på -1 bar. Deretter injiserer vi silikonet forsiktig i formen i to trinn: først fyller vi 75 % av volumet og lar silikonet sette seg i 3 minutter, for deretter å tilsette de resterende 25 %. Hvis du ikke har et vakuumkammer, kan du bygge ett selv – detaljer finner du her: YouTube Video. Alternativt kan du helle silikonet fra koppen over på en tallerken, noe som øker overflatearealet betraktelig og reduserer lagets tykkelse, slik at luftbobler lettere kan nå overflaten.
Filformat
Vi har oppdaget at ikke alle synes det nåværende filformatet er praktisk å arbeide med. Vi har tatt dette til oss og har allerede løst problemet.
Konklusjon
Vi har også lagt ut korte videoer om prosjektets utvikling på sosiale medier, og vi vil sette stor pris på deres oppmerksomhet og engasjement. Vi ser frem til deres tilbakemeldinger og forslag for å ytterligere forbedre prosjektet!
Grøfteløs rørlegging: Horisontal boring for rørlegging og interessante nyanser.
Det finnes en teknikk som kalles horisontal boring, som vanligvis utføres med meget kostbart utstyr. Dette er imidlertid ikke den eneste teknikken, og i mange tilfeller kan man finne alternativer, inkludert grøfteløs rørlegging.
Ofte tilbys ikke tilgjengelige alternativer av alle entreprenører, men det er godt å vite at de eksisterer.
Alt avhenger av detaljene for din boring, slik som tilgjengelig plass for utstyret, jordens hardhet og andre faktorer. Alle disse nyansene er ikke alltid åpenbare, så jeg anbefaler å kontakte flere selskaper før du tar en beslutning.
Det er imidlertid godt for den vanlige personen å kjenne til metoden for styrt boring innen grøfteløs rørlegging.
Den krever en mindre byggeplass for boringen, men også en startgrop, mens metoden for horisontal styrt boring (HDD) ikke krever en startgrop, men utstyret er større og dyrere. Metoden for styrt boring innen grøfteløs rørlegging fungerer i jord opp til kategori 3.
En slik maskin koster millioner, men bringer milliarder.
Hvordan man kan redusere kostnadene for grøfteløs rørlegging
Hvis jorden har en hardhet opp til kategori 3, kan kostnadene reduseres ved å bruke alternativ, men likevel profesjonelt utstyr.
Vi har ofte støtt på behovet for å utføre en boring, for eksempel under en jernbane. Da vi sammenlignet prisforslag fra lokale selskaper som brukte dyrt utstyr, oppdaget vi at prisene ikke var tilfredsstillende. Dette førte til behovet for å søke alternative teknikker for horisontal boring.
Slik ser det dyre utstyret ut:
Siden 2018 har vi hatt et vellykket samarbeid med selskapet Mempex.by, som siden 2001 har utviklet ulike utstyr for grøfteløs rørlegging.
Installasjoner for høy presisjon horisontal rettlinjet snekkeboring under kontroll av lasersystem. Installasjoner for styrt boring i plan og profil av jord under kontroll av lokaliseringssystem. Utstyr for grøfteløs rørlegging ved utskifting av rørledninger (sanering med metoden å bryte opp jorden) både med beholdt og økt rørdiameter. Hjelpeverktøy og enheter som letter arbeidet for byggere og sikrer trygg utførelse av arbeidet. Mempex har flere patenter på sitt utstyr og deres tilnærming er virkelig imponerende. Selskapet oppfinner, konstruerer og produserer kvalitetsutstyr.
For å kort beskrive boreprosessen må man grave en startgrop til boredybden, sette forskaling rundt startgropens omkrets og deretter senke ned UM-20-installasjonen, som borer opptil 160 mm på en lengde på 60 meter med en vekt på bare 114 kg. Deretter begynner magien.
Selv om installasjonen ser mye enklere ut sammenlignet med skandinavisk utstyr, utfører den samme arbeid og koster halvparten så mye. I tillegg styres boringen i henhold til plan og horisontalt.
Et slikt teknisk underverk er produsert av spesialister fra Belarus.
Like barn leker best – Industrirørlegging: nøkkelkomponent i energisystemer.
Vi har over 20 års erfaring innen bygging av ulike energisystemer, med fokus på montering og sveising av industrirørlegging.
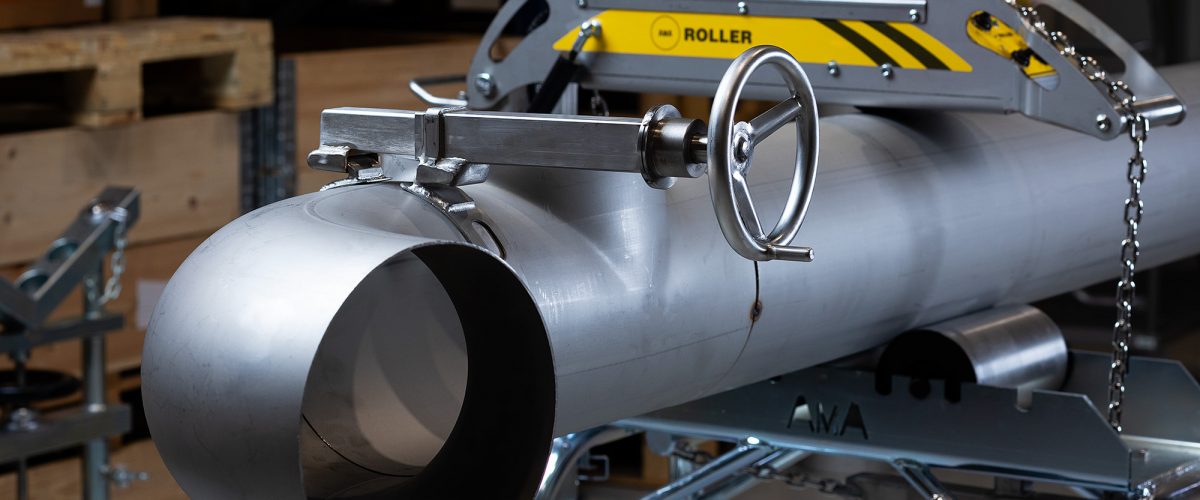
Allerede i begynnelsen av min karriere i 2005 kom jeg over bærbare AMA-rullere på forskjellige arbeidsplasser. Jeg jobbet selv med dem og merket at selv om de er enkle, er de svært nyttige.
Vi kjøpte våre første rullere til selskapet rundt 2008. Da var det en investering for oss, men ærlig talt regnet vi ikke med tilbakebetalingstiden og lette ikke etter alternativer. Vi kjøpte ganske enkelt det utstyret som alle brukte.
Utvidelse av AMA-produkter
De siste årene har AMA utvidet produktlinjen sin, og vi kjøper dem med glede.
Eksempler på AMA-verktøy
Sentreringsbånd: Igjen er enheten ikke komplisert og det virker åpenbart hvordan man bruker den. Men i praksis la våre montører merke til at der ringen er kuttet, oppstår det største trykket, noe som betyr at trykket ikke fordeles jevnt over ringen. Noen kan se dette som en ulempe, men våre folk har tilpasset seg og bruker dette faktum til sin fordel. Det hjelper når man skal sammenføye ovale bøyer (noe som skjer ofte) med et rør eller om skjøtdelene har ulik tykkelse og man må fordele forskjellen jevnt over hele skjøtens omkrets.
Industrirørlegging
AMA ROLLER® -RØRROTERER: Da jeg først så den i en reklamefolder ble jeg ikke imponert. Jeg sammenlignet den automatisk med en rørrotator. Men da jeg så den i drift, skjønte jeg at denne oppfinnelsen fortjener oppmerksomhet. Vi har nå kjøpt vår første og lærer oss å tilpasse den til våre prosesser.
Enkelhet, presisjon og holdbarhet
Alle verktøy vi kjøper for montering av industrirørlegging kjøpes for å forenkle og dermed akselerere prosessen med montering og sveising av industrirørlegging. Verktøy fra AMA kjennetegnes av sin enkelhet, presisjon og holdbarhet og krever minimalt vedlikehold.
• Enkelhet: Det trengs ingen forklaring, bare se på det.
• Presisjon: Presisjon og repeterbarhet er de viktigste faktorene og de er helt gjennomarbeidet.
Tilbakebetaling innen industrirørlegging
Tilbakebetalingen er vanskelig å beregne nøyaktig fordi den varierer for hver entreprenør. Men i gjennomsnitt mener jeg at hvis vi ser på området industrirørlegging, så tar tilbakebetalingen 2-3 måneder for hver 1000 euro som investeres i AMA-verktøy.
Vennskap fra første gang
Jeg har lagt merke til at det finnes mennesker som er vanskelige å omskolere, slike konservative typer som liker å gjøre alt på stedet og uten forberedelser. Vi hadde slike personer. Men selv de vennet seg svært raskt til AMA-verktøyene.
Derfor anbefaler jeg personlig alle å oppmerksom på disse enkle men ekstremt effektive verktøyene.
Hvordan samarbeidet mellom et rørsvetseselskap og et fotballag startet
For tre år siden, ved en tilfeldighet, møtte jeg min venn Anton Mashenistov på skøytebanen. Anton har vært kaptein for fotballaget FC NPN Silmet i min hjemby Sillamäe i noen år nå. Under vår samtale fortalte han om sine planer for sesongen 2021 om å ta inn nye spillere til sitt futsallag, og han var sikker på at de kunne vinne den Estiske Cupen.
Å tro på seg selv og jobbe hardt lønner seg virkelig.
Jeg ønsket å hjelpe laget vårt, så Pipeweld.ee trådte inn som sponsor. Sesongen 2021 viste seg å være ganske aktiv, med mange nye unge talenter fra byen som ble med.
I 2022 viste disse unge spillerne allerede gode resultater, og laget begynte å nærme seg sluttspillet.
I 2023 tok de andreplassen i cupen, noe som tiltrakk seg mye interesse fra større sponsorer.
I 2024, med bare én utenlandsk spiller, feide laget inn alle futsal-cupene og fikk en sjanse til å spille i UEFA Champions League.
Estiske Mesterskapet 23/24 GULL
Estiske Cupen 23/24 GULL
Supercupen 23/24 GULL
Stort grattis til laget, dere er fantastiske, og det går bare oppover herfra!
Partnerskapsavtale om Rørsveis ved montering av dampkjel
Siden 2022 har vårt selskap inngått en partnerskapsavtale med Exergisystem, som utvikler modulære dampkjeler for prosessindustrien. Det må sies at løsningene deres er veldig interessante og har et stort potensial. Saken er at de har klart å plassere komponentene i en container på en måte som gjør dem fullt tilgjengelige for vedlikehold. Men det viktigste er at dampkjelen drives med fornybart brensel, pellets, og nå er kjelerommet en flyttbar enhet, noe som gir flere fordeler til denne løsningen.
Hva innebærer «Rørsveis» i vår avtale med Exergi?
Rørsveis – innebærer montering og sveising av metallrør i henhold til angitte standarder. I vårt tilfelle brukes den viktigste europeiske standarden EN 13480, ifølge hvilken rørsystemet designes, materialer velges, monteres og dokumenteres.
For å tilby hele spekteret av disse tjenestene kreves det også at en sveiseprosedyrekvalifikasjon (WPQR) i henhold til standarden ISO 15614 utføres, at en sveiseprosedyrespesifikasjon (WPS) utvikles i henhold til hvilken rørsveisingen vil bli utført, og selvfølgelig at sveiseren sertifiseres i henhold til standarden ISO 9606-1. Dermed skjuler termen «rørsveis» betydelige krav.
Hastighet er energi.
Det viser seg at trevirke under visse forhold kan brenne med samme hastighet som naturgass – hva sier du til det?
Ja, det stemmer! Hvis vi tørker trevirke til en fuktighet på 2-5 % og øker tettheten ved å komprimere det til pellets, vil vi ikke oppnå mirakler, men vi vil allerede ha betydelig økt forbrenningshastigheten. Og for dampkjeler med en kapasitet på 2-4 megawatt er dette brenselet tilstrekkelig for å holde tritt med produksjonsprosessen på anlegget der en slik modulær kjele vil bli installert.
Neste gang skal jeg fortelle hva som må gjøres for å oppnå forbrenningshastighet som gass.
Rørlegging under tilkobling – en kritisk del
Hver tilkobling av en ny modulær kjele innebærer å stoppe produksjonsprosessen på anlegget, noe som alltid medfører tap for bedriften, og derfor må de minimeres.
Oppgaven er alltid den samme – å redusere tilkoblingstiden og ha en plan B hvis noe går galt.
Det virker enkelt, men innebærer flere trinn:
Planlegging
3D-skanning
Tegningsproduksjon
Prefabrikasjon og Rørsveis
Kvalitetskontroll
Trykktesting
Relokalisering av arbeidsstyrken under tilkoblingen
Stedlig inspeksjon
Tilkobling
NDT
Oppstart av utstyr
Totalt 11 punkter, pluss sikkerhetstiltak og et par dusin termoser med kaffe.
Egentlig, ingenting nytt for oss, alt er kjent, men uten planlegging kan man ikke utføre slikt arbeid. Gjennom min karriere har jeg gjennomført over 50 tilkoblinger, fra små til store rørdiametere. Jeg vil si at min personlige holdning til hver av dem ikke har endret seg – det er et seriøst arbeid med store risikoer på spill.
Bioenergipartnerskapet mellom Pipeweld.ee og Exergi System samler to selskaper som tilbyr høykvalitets tjenester innen rørlednings- og trykktankindustrien, samt energiomvandlingsløsninger.
Pipeweld.ee er en rørentreprenør som spesialiserer seg på trykktanker og rørsveising for ulike bransjer, mens Exergi Systems tilbyr totale løsninger for å hjelpe kundene sine med å konvertere fra fossile brensler til fornybar energi. De har utviklet innovative prefabrikkerte modulsystemer for bioenergi som gir effektiv dampproduksjon med tørre biobrensler. Disse modulære bioenergianleggene kan tilpasses etter kundens spesifikke behov. I tillegg til å tilby bærekraftige energiløsninger, er Exergi System også eksperter på å optimalisere energiprosesser. Deres helhetlige tilnærming betyr at de gir en helhetlig bilde og skreddersydde løsninger som hjelper kundene med å optimalisere sin produksjon, spare penger og redusere sitt karbonavtrykk. På Exergi System tar ingeniørene en omfattende tilnærming til energiprosessen og ser den som en sammenkoblet organisme. De forstår at det ikke er tilstrekkelig å bare installere en ny biokjel, men at optimalisering av hele systemet er nødvendig for å oppnå langsiktig suksess. Denne dedikasjonen til sammenhengende løsninger og en bærekraftig fremtid skiller Exergi System fra resten av bransjen.
Pipeweld.ees ekspertise innen rørentreprenør og Exergi Systems kunnskap om bioenergimodulsystem
Et verdifullt partnerskap for bærekraftige energiløsninger. Pipeweld.ees erfaring innen rørentreprenør og Exergi Systems ekspertise innen bioenergisystem gjør dem til en verdifull og innovativ partner for de som ønsker å konvertere til fornybar energi. De tilbyr en skreddersydd tilnærming til hvert enkelt prosjekt, med fleksibilitet og mange års erfaring, og er det optimale valget for de som trenger tjenester innen rørledning, trykktank og energiomvandling. Deres profesjonelle tjenester er tilgjengelige i hele Skandinavia og leverer høykvalitetsresultater til rett tid og innenfor budsjett. Partnerskapet mellom Pipeweld.ee og Exergi System samler ekspertise innen både rørentreprenør og bioenergisystem, og er en one-stop-shop for alle dine energibehov.
Ekspert rørarbeid og sertifiserte sveisere: Nøkkelen til suksessen med Jönköpings distribusjonsvarmepipeoppgradering
Det nye distribusjonsvarmeprosjektet i Jönköping, Sverige, er et avgjørende skritt mot å gi mer varme til en voksende by. Ledet av Jönköping Energi, har prosjektet som mål å forbedre energieffektiviteten og påliteligheten til byens distribusjonsvarmesystem. En av de viktigste faktorene i suksessen med dette distribusjonsvarmeprosjektet er valget av en fleksibel og erfaren rørlegger, med en bevist erfaring innen sveising, samt sertifikater som beviser deres kompetanse som sertifiserte sveisere. En erfaren og sertifisert entreprenør, med sertifiserte sveisere, vil sikre at rørarbeidet og sveisearbeidet blir fullført i henhold til høyeste standarder, og oppfyller alle sikkerhets- og kvalitetskrav. Dette vil bidra til å unngå forsinkelser og sikre varigheten og påliteligheten til den nye distribusjonsvarmepipe. På den annen side, hvis en entreprenør uten de nødvendige ferdighetene og sertifikatene velges, kan resultatene være katastrofale. Arbeidet kan være av dårlig kvalitet, noe som resulterer i lekkasjer og andre problemer i rørledningene. I tillegg kan det være sikkerhetsrisikoer, og distribusjonsvarmeprosjektet kan bli forsinket. Til slutt er det viktig å understreke betydningen av å velge en kvalifisert, erfaren og sertifisert entreprenør for et så viktig infrastrukturprosjekt. Det er ikke bare viktig for suksessen med distribusjonsvarmeprosjektet, men også for sikkerheten og velferden til samfunnet. Det er en påminnelse om alltid å prioritere kvalitet og sikkerhet når det gjelder prosjekter som dette.
Vi använder cookies för att se till att vi ger dig den bästa upplevelsen på vår webbplats. Om du fortsätter att använda denna webbplats kommer vi att anta att du godkänner detta.Ja












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}