Sveisefeil: rotfeil, mangel på smelting og andre sveisefeil.
Gjør-det-selv gassveismunnstykke for å fikse feil i roten ved 2 mm spalter – Sveising på vanskelig tilgjengelige steder.
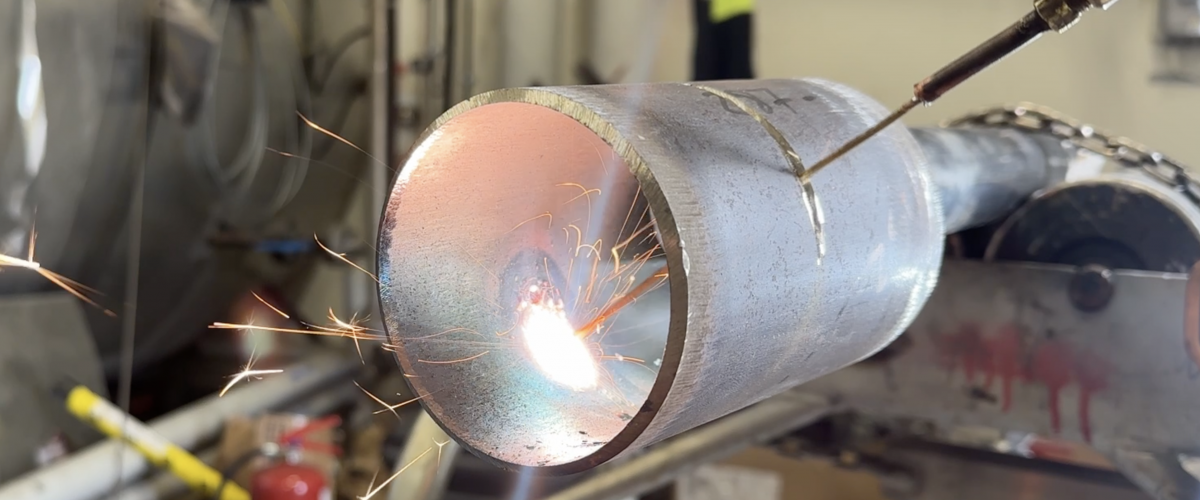
Bakgrunn: I 2017 fikk vårt firma, Pipeweld.ee, en kontrakt for å ferdigstille en 8 km lang fjernvarmeledning i Sverige. Ledningen var en dobbelt DN200 mm rørledning med 6,3 mm veggtykkelse. Hver rørseksjon var 16 meter lang og veide over 2 tonn. Installasjonen ble utført med gravemaskin, og sveisingen ble gjort med gassveising i henhold til 311-metoden, som kunden krevde. Sveiseskjøtene ble 100 % kontrollert med radiografi (RT), gruppe B.
En enkelt sveiser kunne ferdigstille 5 par sveiseskjøter per dag, totalt 10 sveiser.
Sveiserne støtte på problemer, noe som er uunngåelig under slike forhold. Frustrasjonen var stor da en liten sveisepore eller en rotfeil ble oppdaget på en 1 mm seksjon av en sveis i en vanskelig tilgjengelig posisjon. Disse områdene var spesielt utfordrende å nå, og noen ganger måtte begge sveiseskjøtene åpnes for å rette opp selv små sveisefeil.
Det avgjørende spørsmålet var: hvordan kan man raskt rette opp feil som sveisefeil, sveiseporer og andre defekter med 100 % sikkerhet?
Det var slik dette livreddende munnstykket ble utviklet. Og jeg kan med sikkerhet si at jeg ikke ser noen problemer med å bruke det for å rette opp sveisefeil på større diametere.
Å vite hvordan man løser disse problemene blir mye enklere med riktig verktøy.
Sveisefeil – Hvordan utbedre mangel på smelting og andre problemer
I denne artikkelen vil vi fordype oss i designen av gassveismunnstykker og lage en unik versjon som følger sikkerhetsregler, eliminerer sveisefeil som mangel på smelting og reduserer tiden det tar å reparere sveiser.
Vi vil dekke følgende temaer:
- Hva er tilbakeslag, og hvorfor er det farlig?
- Årsaker til tilbakeslag i en gassveiser.
- Hvordan fungerer en injektor?
- Testmetoder for gassveiser før bruk.
- Sikkerhetsteknikker ved gassveising.
- Design ditt eget gassveismunnstykke med disse hensynene.
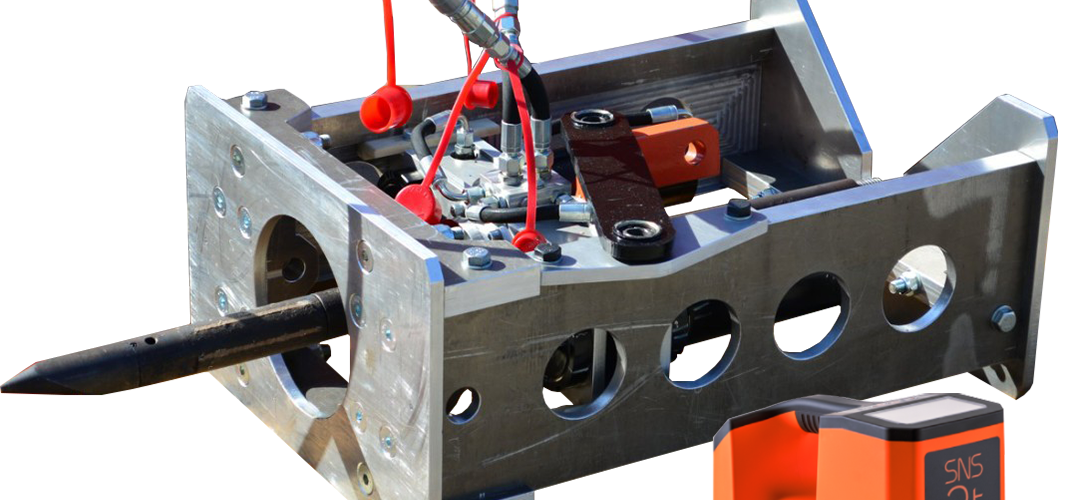
- Montering av en tilpasset sveiser for vanskelig tilgjengelige steder.
- Testing av sveisen før rotfugen sveises.
- Bruk av den nye sveisen for rotfuger.
- Andre interessante tips om gassveising.
Sveisefeil i rotfugen: Hva er tilbakeslag, og hvorfor er det farlig under reparasjoner
Tilbakeslag er antenning av drivstoffblandingen i kanalene til sveisehodet, noe som kan føre til at acetylen-slangen tar fyr og i verste fall forårsake en eksplosjon av acetylentanken!
For å redusere risikoen for eksplosjon under reparasjon av sveisefeil, bør sikkerhetsventiler installeres på begge tankene.

Årsaker til tilbakeslag under acetylen-sveising og utbedring av sveisefeil som mangel på smelting, rotfeil og sveiseporer:
Hvert brennbart materiale har sin egen forbrenningshastighet. I vårt tilfelle spiller også gassens utgangshastighet fra sveisehodet en avgjørende rolle. Disse hastighetene er viktige å justere slik at de samsvarer med hverandre for optimal gassveising.
De viktigste årsakene til tilbakeslag under sveising og reparasjon av sveisefeil som mangel på smelting:
- Forbrenningshastigheten til gassblandingen overstiger gassens utgangshastighet fra sveisehodet, eller omvendt—dette er det vanligste problemet.
Andre årsaker:
- Et tett munnstykke, som endrer den beregnede gassutgangshastigheten eller skaper turbulens i gassblandingen.
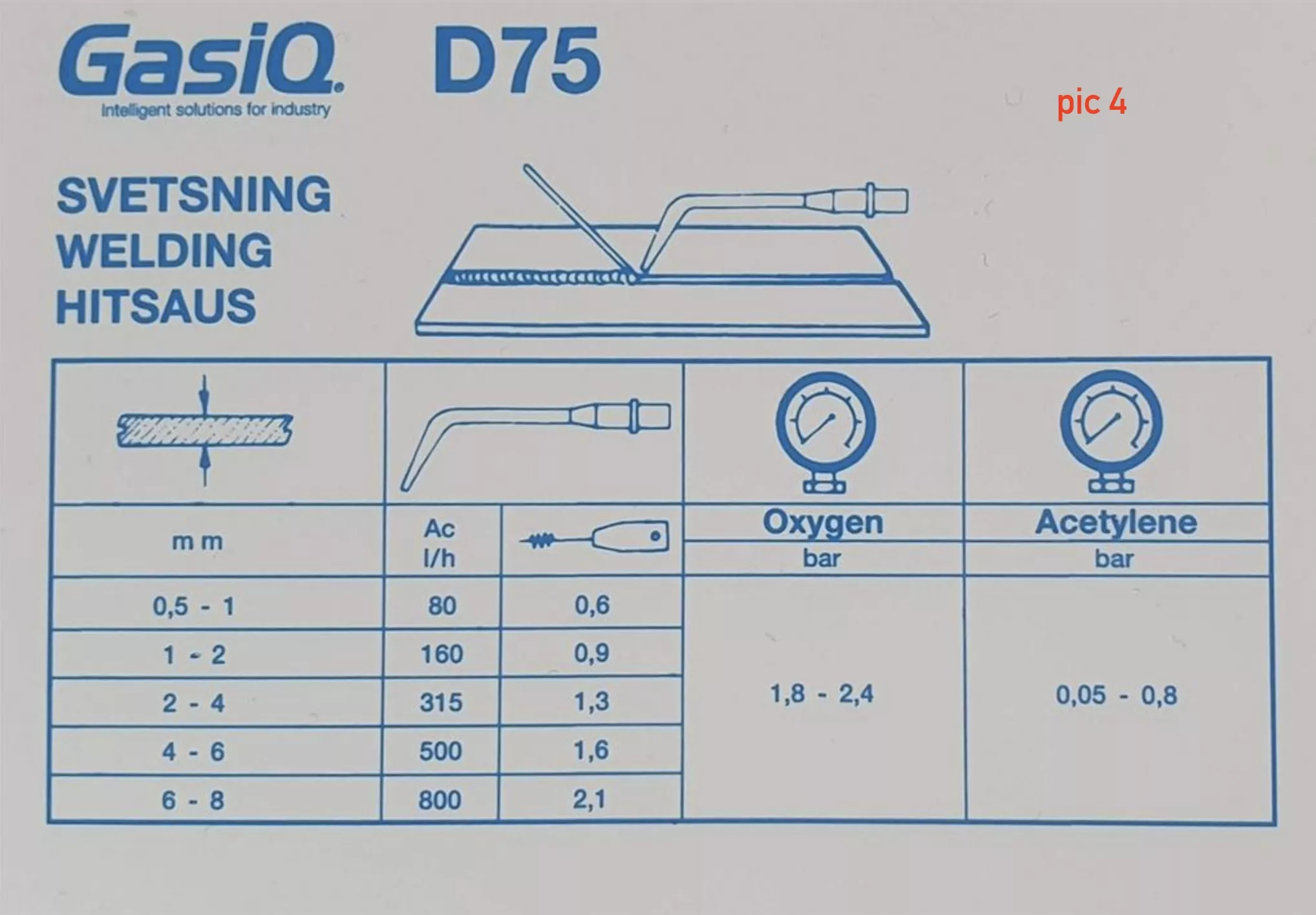
- Feil utgangstrykk fra gasstanken. Acetylentrykket bør ikke overstige 0,2–1,2 bar, selv om oksygen tilføres ved 3 bar. Sjekk tabellen for gassveisingens effekt- og trykkforhold. Se bilde 4.
- Feil tenning av sveisen—feil justering av oksygen og brenselgass.
- Overoppheting av sveisehodet, noe som forårsaker for tidlig antenning av gassblandingen før den forlater munnstykket.
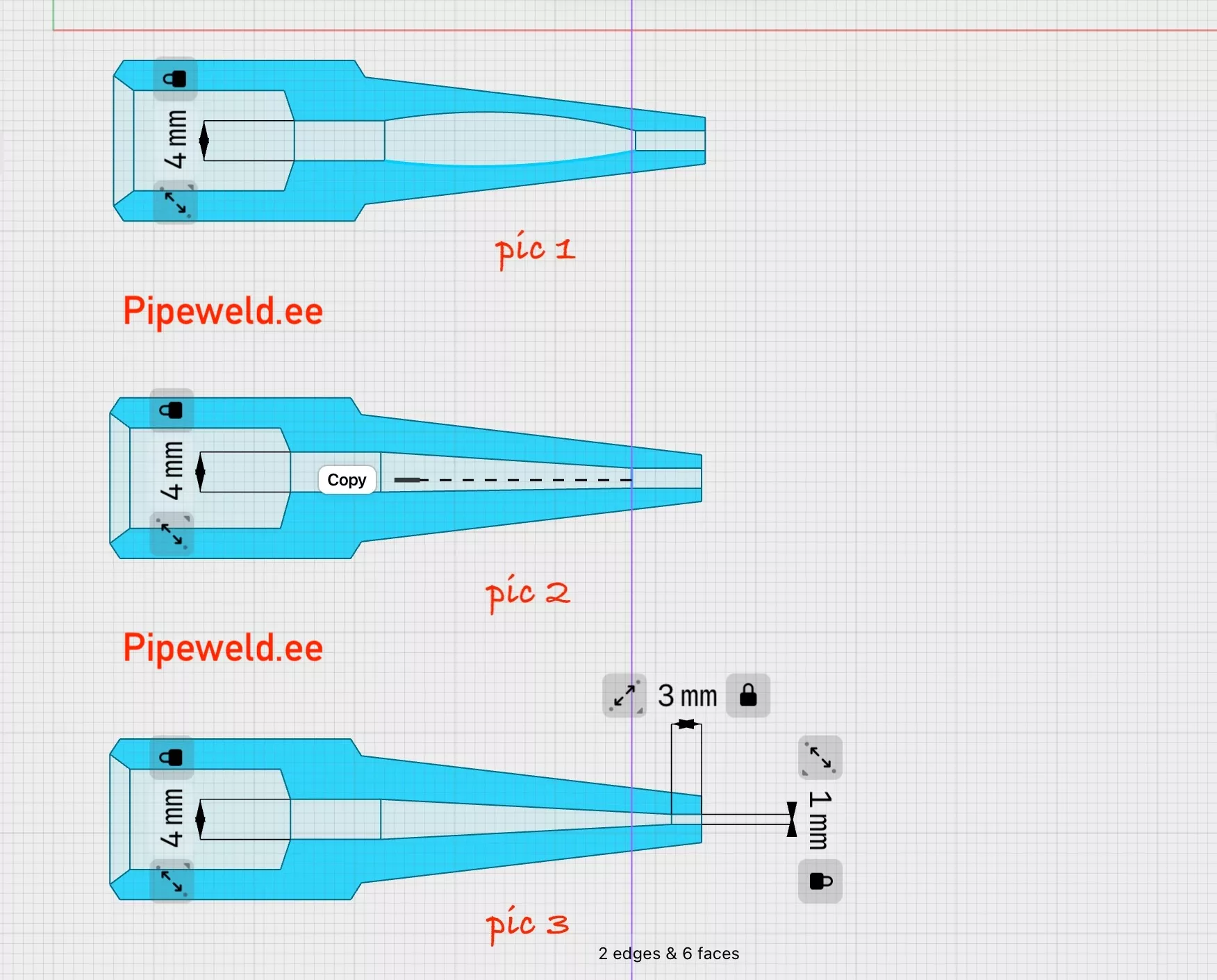
- Overdreven slitasje eller feil bruk av munnstykket, noe som fører til feiljustering mellom innløp og utløp. Se bilde 2.
- Avsmalning i traktform i kanalen og konvergerende munnstykke—bytt ut munnstykket. Se bilde 1.
- Forkorting av kanalens utgangsseksjon til mindre enn 3 ganger kanalens diameter—bytt ut munnstykket. Se bilde 3.
Hvordan injektoren i gassveising fungerer
Av de nevnte årsakene til tilbakeslag er de viktigste for oss:
- Gassflythastighet (trykkinnstilling i slangene + injektor).
- Korrekt gassblandingsforhold (injektor).
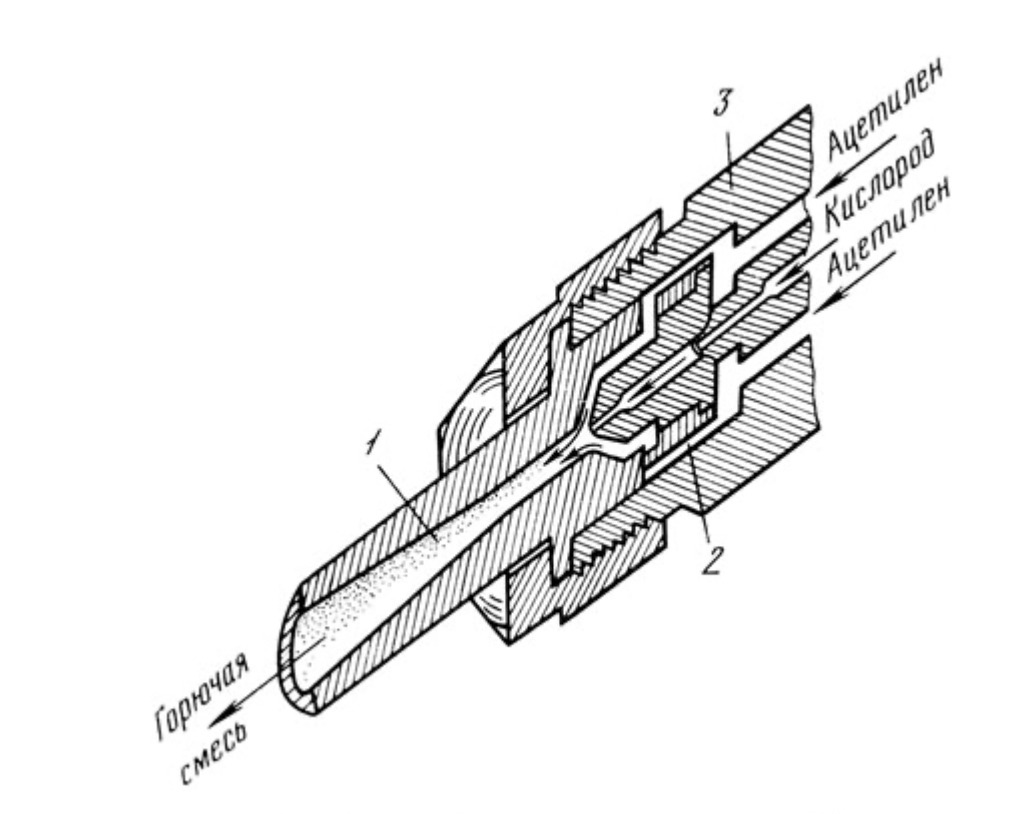
Nå er det på tide å diskutere injektoren, som sikrer korrekt blanding av gassene for å unngå sveisefeil som mangel på smelting.
Injektorsveisere er designet for å levere lavtrykk brenselgass (acetylen) til blandekammeret ved å suge det inn med en høytrykksstrøm av oksygen.
Denne enheten kalles en injektor, og sugefenomenet kalles injeksjon.
Testmetoder for en gassveiser før utbedring av sveisefeil som mangel på smelting og andre sveisefeil:
Før du starter arbeid med en ny sveiser og munnstykke, er det viktig å teste injektoren. Dette kan gjøres med enkle trinn:
- Skru av acetylenslangen fra sveiseren.
- Åpne oksygentilførselen.
- Åpne deretter acetylentilførselen helt og plasser tommelen på acetyleninnløpsnippelen (der slangen var tilkoblet).
- Sørg for at det finnes et sug (tommelen skal festes til nippelen).
Dette suget indikerer at injektoren fungerer som den skal.
For mer nøyaktighet:
- Det er fastslått at vakuumet i acetylenkanalene før injektoren varierer mellom 35-275 mm Hg i en utent sveiser og 25-50 mm Hg i en tent sveiser.
- Merk: Det merkbare trykkfallet i en tent sveiser skyldes sannsynligvis at oksygentilførselen ikke er helt åpen under forbrenningen, noe som forårsaker denne forskjellen.
Hva synes du om denne testen?
Sikkerhet og personlig ansvar ved gassveising, spesielt med en hjemmelaget sveiser – VIKTIG!!!
Jeg har lest mye litteratur om hvordan acetylen-sveisere fungerer og hva man bør fokusere på under bruk. Personlig har jeg funnet svar på alle mine spørsmål.
Imidlertid kan jeg ikke ta ansvar for de konklusjonene du eller andre måtte trekke fra dette materialet. Du må forstå at ansvaret ligger helt og holdent på deg selv.
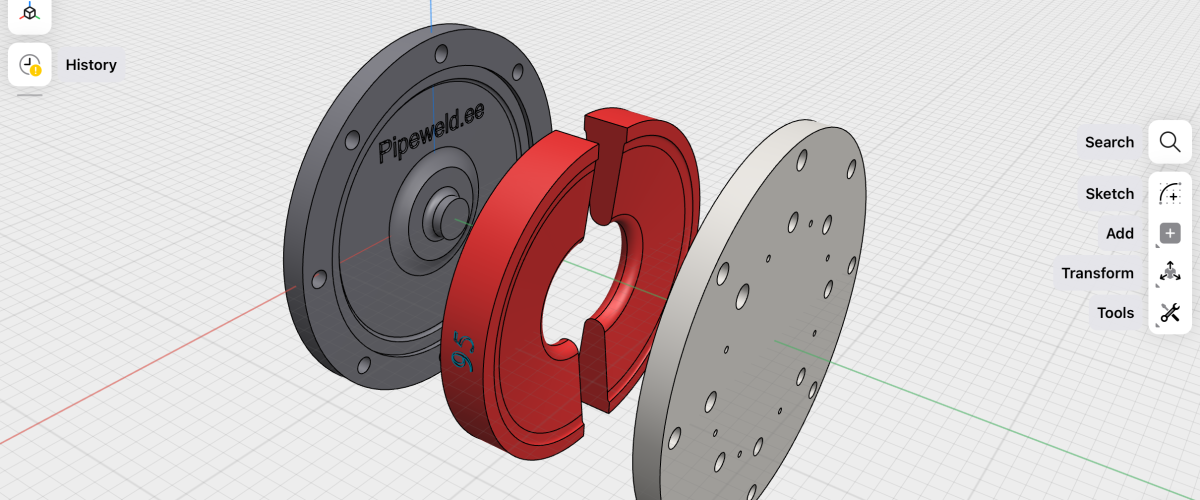
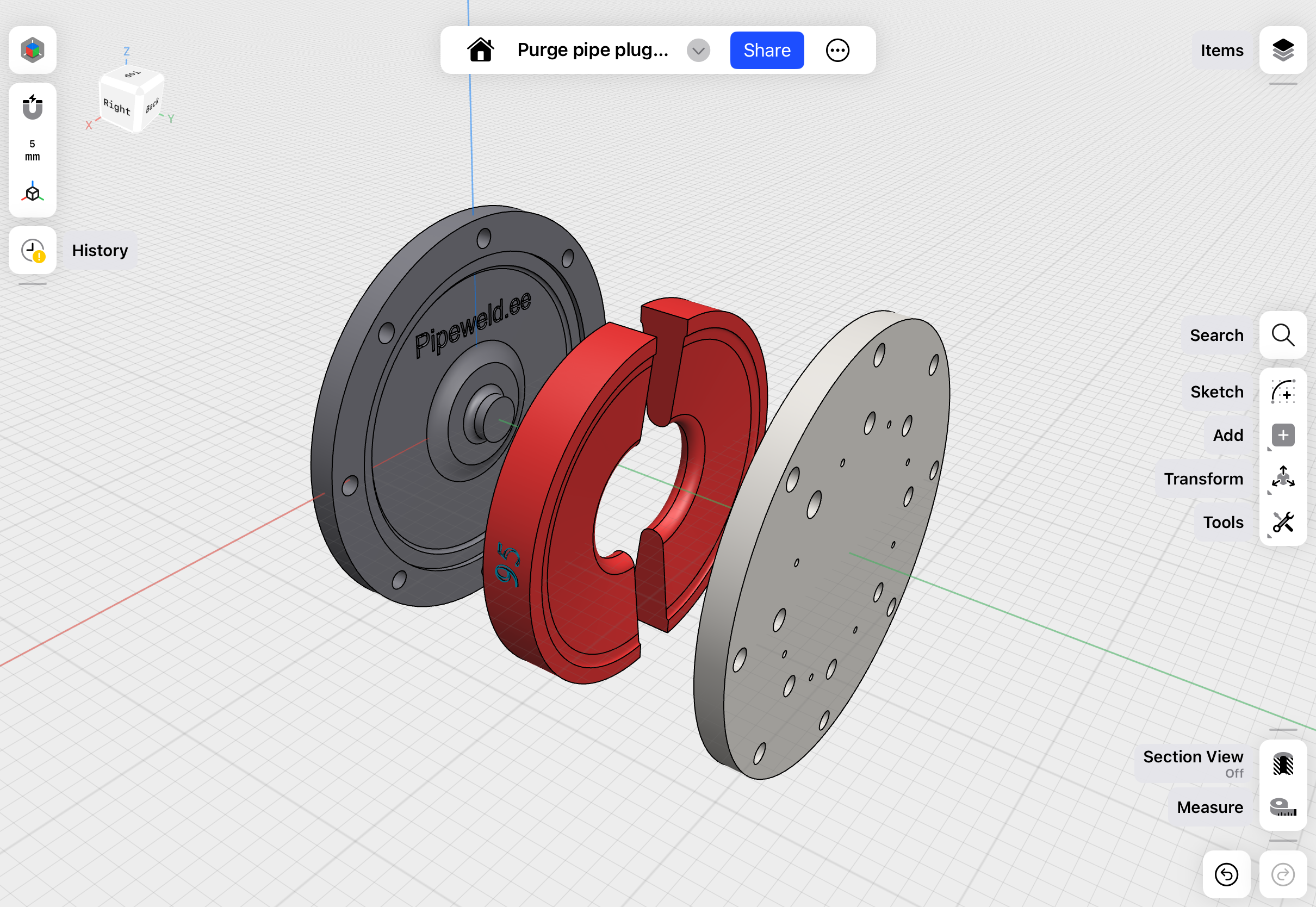
Design og bygging av din egen sveiser i henhold til de nevnte reglene:
Jeg har kommet frem til at den viktigste og mest følsomme mekanismen i en sveiser er injektoren og den tilhørende blanderen. Så hvis jeg ønsker å lage min egen sveiser, må jeg finne en fabrikkprodusert injektor med en blander og tilpasse min kobberkapillær til den. Slike komponenter er tilgjengelige i større jernvareforretninger i Europa eller på nettmarkeder.
Mitt rør er laget av messing (et ideelt materiale for denne typen sveisere), med følgende spesifikasjoner:
- Ytre diameter: 2 mm
- Veggtykkelse: 0,5 mm
- Gasskanalens diameter: 1 mm
Etter mye eksperimentering oppdaget jeg at dersom messingrøret ditt er omtrent 150–250 mm langt, kan du bruke en injektor og blander fra et fabrikkmunnstykke som er klassifisert for 500 liter.
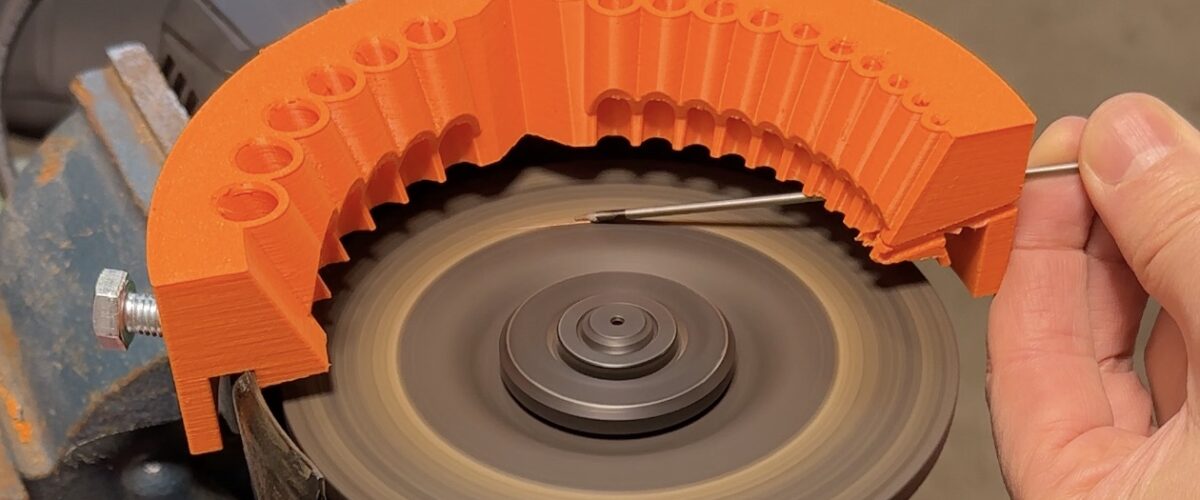
Munnstykket bør være laget av kobber, som kan bøyes, slik som denne modellen:
R!MAC Sveiseinnsats til G11 Fleksibel 500L.
(Google dette for mer informasjon.)

Kutt av kobberrøret fra sveisen, la det være igjen 2–4 cm, lodd fast kapillærrøret ditt på det, og voilà – sveisen er klar for testing.
Testing av sveisen for å utbedre rotfeil, mangel på smelting og andre sveisefeil:
- Still inn riktig utgangstrykk på begge tankene (se bilde 4).
- Kontroller vakuumet i acetylenforsyningen (metodene er beskrevet ovenfor).
- Utfør den første tenningsprosessen og juster flammen til standardparametere.
Hvis du ikke kan oppnå stabil forbrenning og vet hvordan du justerer en standard acetylen-sveiser, kan problemet være at for mye loddetinn har fylt innsiden av kobberrøret under loddingen og delvis eller helt blokkerer gassflyten. I så fall må du bygge om sveisen din.
Hvis du oppnår stabil forbrenning:
- Start med en test-sveis på 1–2 minutter. Etter å ha slukket sveisen, berør injektoren med bare hånden. Hvis den ikke varmes opp under sveisingen, har sveisen din bestått den første testen.
- Fortsett testing med lengre sveisetider, for eksempel 3–5 minutter. Dette var det siste testet for min sveiser, siden jeg visste at jeg kun ville bruke dette munnstykket i maksimalt 2 minutter for å reparere rotfuger i et rør.
Ettersom røret er et lukket rom hvor temperaturen stiger raskere, bestemte jeg meg for å doble testtiden i et åpent miljø.
- Temperatursjekk: Hvis injektoren din varmes opp til over 200 grader, øker risikoen for tilbakeslag. Jeg målte temperaturen nøye for å fastslå injektorens temperatur og sveisetid. Tilbakeslag oppstår ved 300 grader. Driftstemperaturen for en fabrikk-injektor overstiger ikke 40–50 grader.
Merknader om bruk av en ny sveiser for rotfuger:
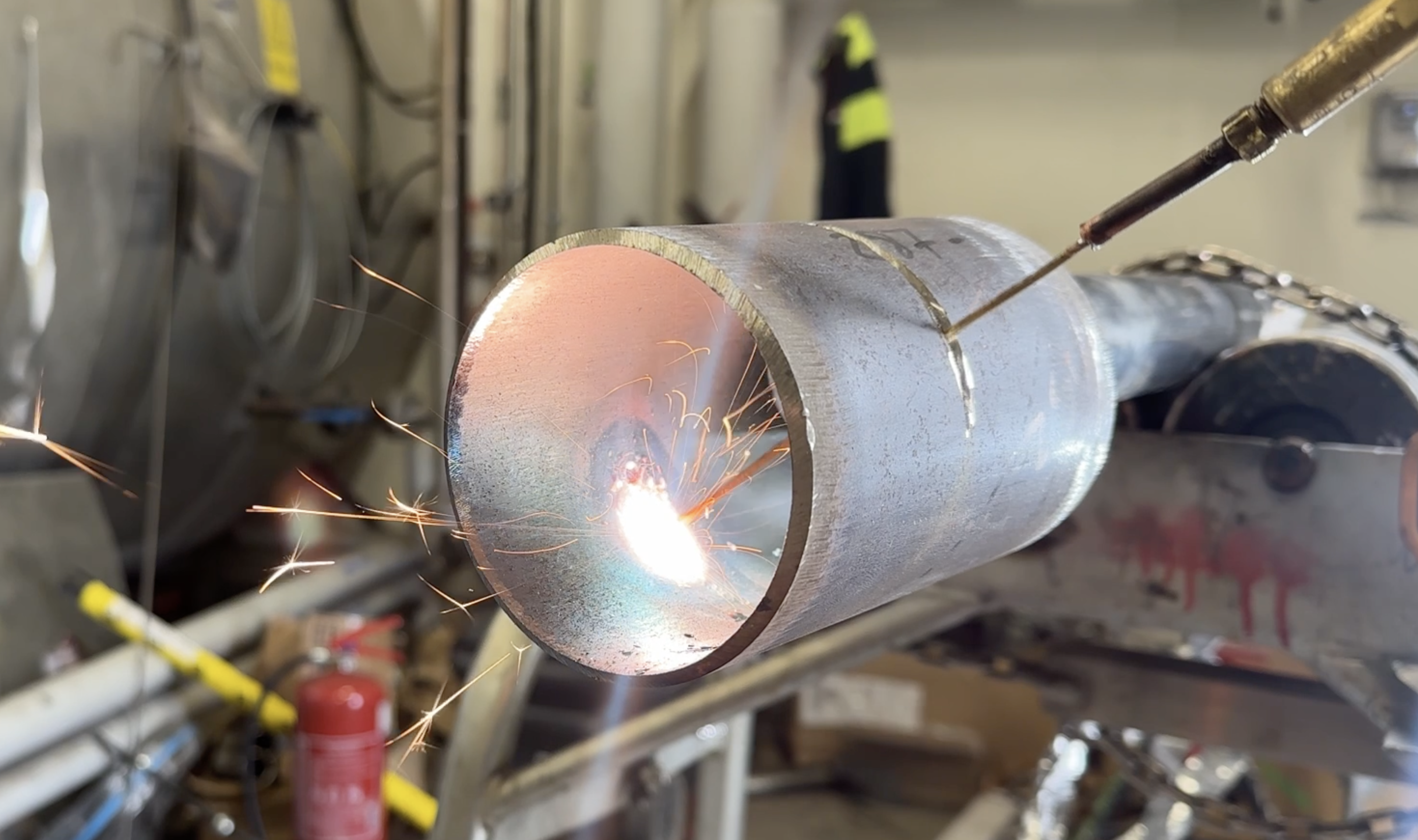
Når jeg jobbet med sveisefeil som rotfeil og mangel på smelting i rotfugen gjennom et sveisespalte, opplevde jeg noen ganger at flammen plutselig slukket.
Denne effekten skjedde ikke alltid, men når den gjorde det, var det veldig merkbart. Etter mange tester og hypoteser har en 100 % løsning ennå ikke blitt funnet, men det er viktig å sørge for god ventilasjon i røret for bedre forbrenning.
Andre interessante merknader:
– Sveisefeil som mangel på smelting, sveiseporer, dype porer, rotfeil og andre defekter i hvilket som helst metall kan utbedres med denne metoden. Jeg har personlig testet dette, men det krever ferdighet!
– For korrekt drift av sveiseren bør munnstykkets utløpskanaldiameter matche diameteren på blandekammerets kanal, mens injektorens kanaldiameter bør være tre ganger mindre.
– G2- og G3-typens sveisere med utskiftbare munnstykker bør trekke inn luft fra atmosfæren gjennom den åpne acetylenkoblingen med en hastighet som ikke er mindre enn den nominelle acetylengassforbruket ved maksimalt oksygentrykk, i henhold til de tekniske spesifikasjonene for den aktuelle sveisemodellen.
– Det nominelle acetylengassforbruket for hvert sveisehode, i henhold til de tekniske spesifikasjonene for den spesifikke modellen, bør oppnås ved minimalt acetylentrykk og fri flammeforbrenning med fullt åpne ventiler.
– Metallkomponenter i sveiser bør være laget av messing, siden dette materialet er ideelt for å oppfylle de operasjonelle kravene til gassveisere.
Spørsmål, forslag eller kommentarer?
Legg dem gjerne igjen i kommentarfeltet nedenfor i denne artikkelen. Din tilbakemelding er verdifull, og jeg er her for å hjelpe deg med å utbedre sveisefeil effektivt, enten det gjelder mangel på smelting, rotfeil eller sveiseporer.
Ilja Arhi – Ceo pipeweld.ee
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}