
Partnerskapsavtale om Rørsveis ved montering av dampkjel
Siden 2022 har vårt selskap inngått en partnerskapsavtale med Exergisystem, som utvikler modulære dampkjeler for prosessindustrien. Det må sies at løsningene deres er veldig interessante og har et stort potensial. Saken er at de har klart å plassere komponentene i en container på en måte som gjør dem fullt tilgjengelige for vedlikehold. Men det viktigste er at dampkjelen drives med fornybart brensel, pellets, og nå er kjelerommet en flyttbar enhet, noe som gir flere fordeler til denne løsningen.
Hva innebærer «Rørsveis» i vår avtale med Exergi?
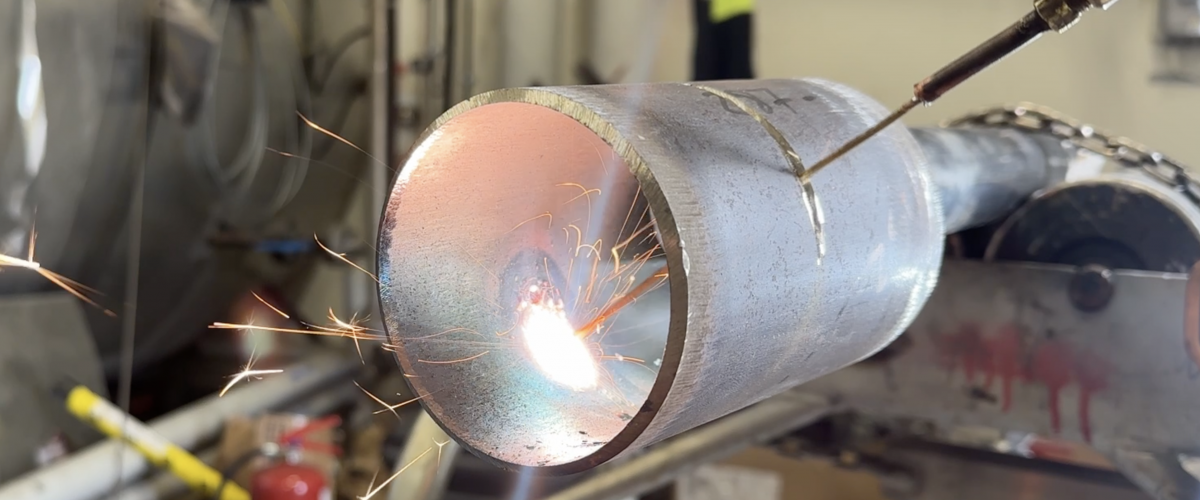
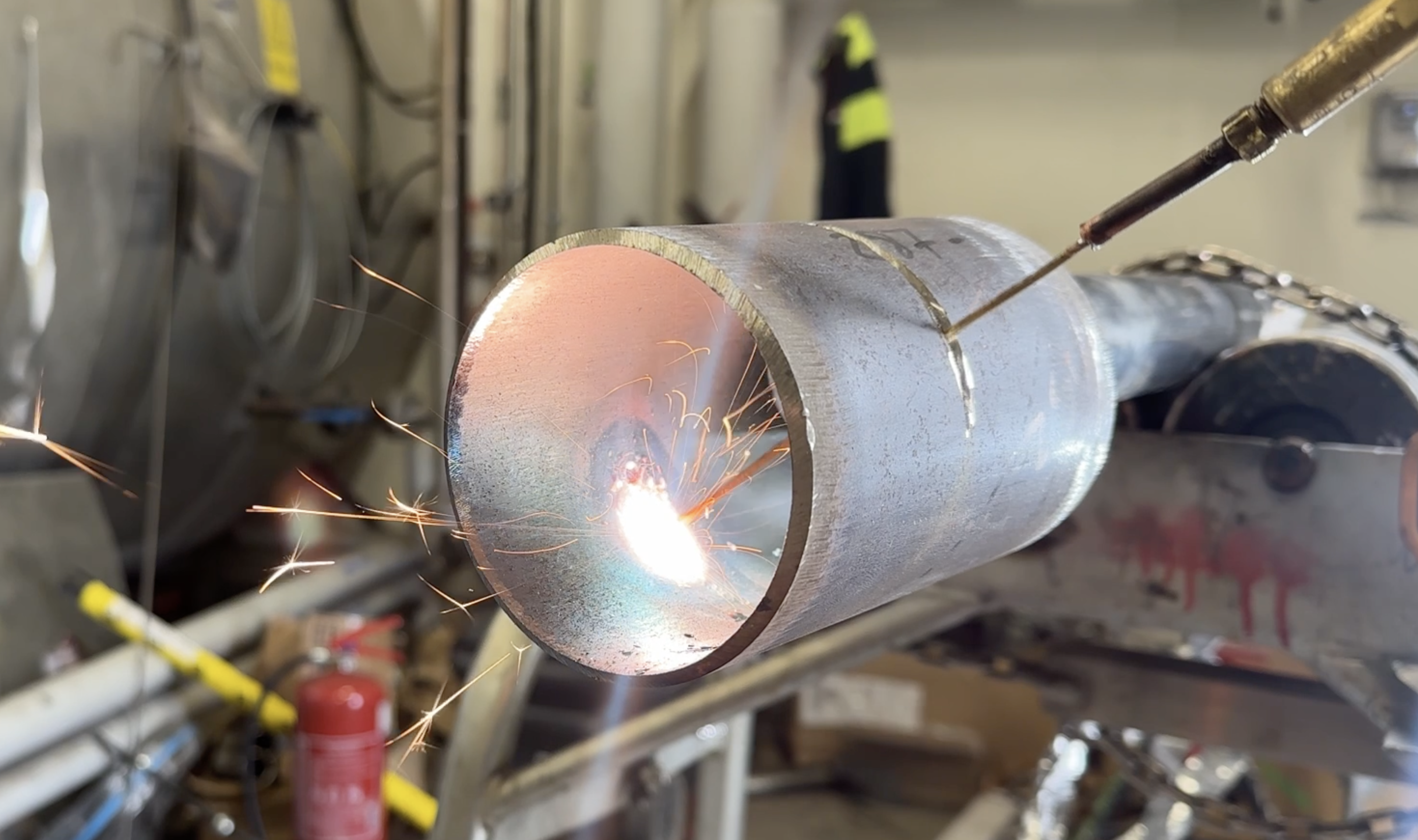
Rørsveis – innebærer montering og sveising av metallrør i henhold til angitte standarder. I vårt tilfelle brukes den viktigste europeiske standarden EN 13480, ifølge hvilken rørsystemet designes, materialer velges, monteres og dokumenteres.
For å tilby hele spekteret av disse tjenestene kreves det også at en sveiseprosedyrekvalifikasjon (WPQR) i henhold til standarden ISO 15614 utføres, at en sveiseprosedyrespesifikasjon (WPS) utvikles i henhold til hvilken rørsveisingen vil bli utført, og selvfølgelig at sveiseren sertifiseres i henhold til standarden ISO 9606-1. Dermed skjuler termen «rørsveis» betydelige krav.
Hastighet er energi.
Det viser seg at trevirke under visse forhold kan brenne med samme hastighet som naturgass – hva sier du til det?
Ja, det stemmer! Hvis vi tørker trevirke til en fuktighet på 2-5 % og øker tettheten ved å komprimere det til pellets, vil vi ikke oppnå mirakler, men vi vil allerede ha betydelig økt forbrenningshastigheten. Og for dampkjeler med en kapasitet på 2-4 megawatt er dette brenselet tilstrekkelig for å holde tritt med produksjonsprosessen på anlegget der en slik modulær kjele vil bli installert.
Neste gang skal jeg fortelle hva som må gjøres for å oppnå forbrenningshastighet som gass.
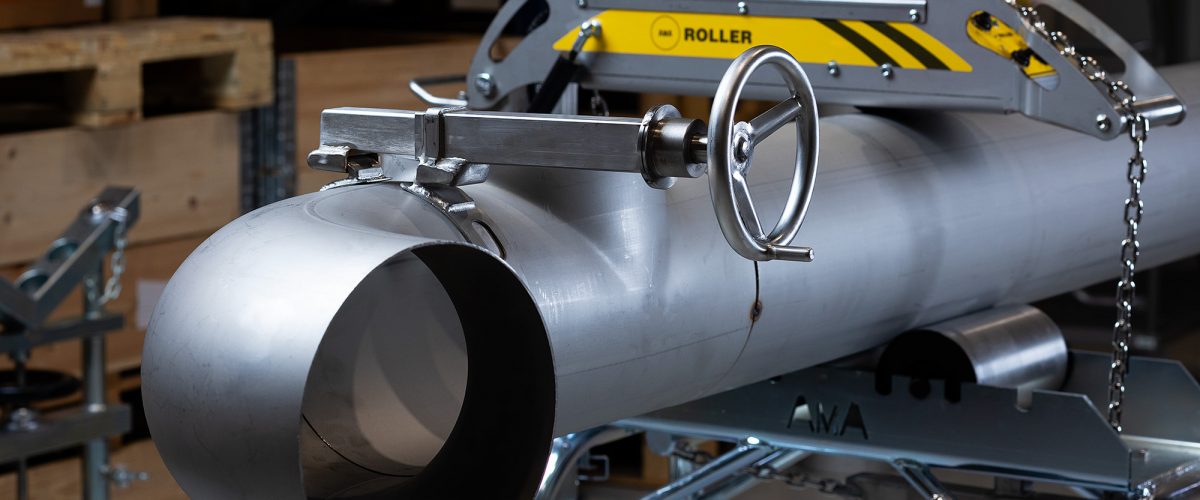
Rørlegging under tilkobling – en kritisk del
Hver tilkobling av en ny modulær kjele innebærer å stoppe produksjonsprosessen på anlegget, noe som alltid medfører tap for bedriften, og derfor må de minimeres.
Oppgaven er alltid den samme – å redusere tilkoblingstiden og ha en plan B hvis noe går galt.
Det virker enkelt, men innebærer flere trinn:
- Planlegging
- 3D-skanning
- Tegningsproduksjon
- Prefabrikasjon og Rørsveis
- Kvalitetskontroll
- Trykktesting
- Relokalisering av arbeidsstyrken under tilkoblingen
- Stedlig inspeksjon
- Tilkobling
- NDT
- Oppstart av utstyr
Totalt 11 punkter, pluss sikkerhetstiltak og et par dusin termoser med kaffe.
Egentlig, ingenting nytt for oss, alt er kjent, men uten planlegging kan man ikke utføre slikt arbeid. Gjennom min karriere har jeg gjennomført over 50 tilkoblinger, fra små til store rørdiametere. Jeg vil si at min personlige holdning til hver av dem ikke har endret seg – det er et seriøst arbeid med store risikoer på spill.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}